Aufgrund zahlreicher Anfragen wie ultradispersives Kupferpulver hergestellt wird, wofür es verwendet wird und warum es so teuer ist haben wir eine wissenschaftliche Arbeit zu diesem Thema in die Deutsche Sprache übersetzen lassen. Die Übersetzung wurde von einer Mitarbeiterin gemacht, die keine professionelle Übersetzerin ist. Inhaltlich ist das deutsche PDF identisch mit dem russischen Original. Wir konnten nur auf ein russisches Skript zugreifen, da diese Ware unseres Wissens nach nur in Russland und in Chile für kommerzielle Zwecke gefertigt wird. Andere Länder produzieren auch ultradispersives Kupferpulver, jedoch meist nur in eigenen Forschungslaboren und immer nur in der benötigten Menge.
HERSTELLUNG VON ULTRADISPERSEN KUPFERPULVERN, DIE MIT WASSERLÖSLICHEN POLYMEREN STABILISIERT SIND, FÜR ANTIFRIKTIONSMETALL-POLYMERWERKSTOFFE.
Einführung und allgemeine Merkmale der Arbeit
Verbundwerkstoffe bilden einen separaten Materialabschnitt.
Sie bilden ihre eigenen Produktions- und Marktsegmente und bilden teilweise ganze Branchen. Aus ihren Anwendungsbereichen
Ultradisperse und nanoskalige Pulver lassen sich durch ihre Verwendung als Füllstoffe in Kompositmaterialien unterscheiden [1-3].
- Die so gewonnenen Materialien werden zur Herstellung von verfestigten Schüttgütern (Hartlegierungen, Keramik-Metall-Werkstoffe, Metall-Polymer-Verbundwerkstoffe) verwendet.
- Ultradisperse Pulver verbessern die Materialleistung, im Maschinenbau als Schmiermittelzusätze, Schleifmittel, Membranen, Katalysatoren, Adsorptionsmittel etc.
- Metall Ultradisperse Pulver werden zur Herstellung von Raketentreibstoffen verwendet, von Sprengstoffen, gepressten und gesinterten Produkten.
- Pulver werden als Füllstoffe zur Herstellung von effektiven Laufflächen-, Gleitschutz- und Verschleißschutzmaterialien sowie ressourcenschonenden, hydrophoben, selbstreinigenden und bioinerten Verbundwerkstoffen verwendet.
- Diese Materialien erweitern die Funktions- und Ressourcenmöglichkeiten von Maschinen, Konstruktionen, Produkten, die in verschiedenen Industriezweigen eingesetzt werden: im Maschinenbau und Bauwesen, im Verkehrswesen, in der Energiewirtschaft und in der chemischen Industrie.
- Nuklearindustrie, militärische Ausrüstung, Medizin und das tägliche Leben.
- Ultradisperse Pulver, die für Kompositmaterialien mit Polymermatrix verwendet werden, ermöglichen die Herstellung neuartiger Komposit-Nanomaterialien mit mit einem breiten Spektrum an praktischen Anwendungen.
- Die Eigenschaften der Pulverpartikel sowie der aus ihrer Verwendung abgeleiteten Materialien hängen nicht nur von der chemischen Zusammensetzung, sondern auch von der Form und Größe der Partikel ab. Im nanoskaligen Bereich wird das Verhältnis von Oberflächen- zu Volumenpartikeln im Gegensatz zu Makro- und Mikropartikeln gemessen.
Im nanoskaligen Bereich wird das Verhältnis von Oberflächen- zu Volumenpartikeln im Gegensatz zu Makro- und Mikropartikeln gemessen. Die Eigenschaften von Ultra-dispersen Pulvern können sehr unterschiedlich sein und variieren in weiten Bereichen, wenn sich das Verhältnis ändert.
Die Praxis erklärt den Wunsch
Der Forscher und Hersteller zur Herstellung von Pulvern verschiedenster Art der chemischen Zusammensetzung mit minimaler Partikelgröße. Kolloidchemie, die sich der Untersuchung kleiner Partikel von Substanzen in Flüssigkeiten und Gas, erschien vor eineinhalb Jahrhunderten, als damals ein Verständnis für die Bedeutung von pulverförmigen Stoffen aufkam.
Das klassische materialwissenschaftliche Schema „Zusammensetzung – Struktur – Eigenschaften“ des Akademikers I.V. Tananaev.
Durch die Einführung der Partikelgröße als einer der wichtigsten Parameter von Materialien, verwandelte sie sich in ein Schema „Zusammensetzung – Struktur – Dispersion – Eigenschaften“.
Eine Vielzahl von pulverförmigen Werkstoffen entsteht nicht nur durch die Art und chemische Zusammensetzung, Morphologie und Partikelgröße, sondern auch durch die Art der Gewinnung. Alle Methoden zur Gewinnung von Pulvern werden auf zwei Arten umgesetzt: „von oben nach unten“ und „von unten nach oben“. Die erste besteht in der Verarbeitung von Makroobjekten, meist durch physikalische Methoden, die zur Dispersion der Materialien führen. Die zweite Methode basiert auf der „Konstruktion“ von Pulverpartikeln aus atomaren und molekularen Objekten, wobei in diesem Fall in der Regel chemische Techniken verwendet werden.
Derzeit sind viele technologische Methoden zur Herstellung ultradisperser Pulver bekannt, jedoch gibt es keine universellen Ansätze, die es erlauben, Pulver jeglicher Art und chemischer Zusammensetzung herzustellen. Jede Technologie ist durch die Anwendung auf eine bestimmte Art von Pulvern begrenzt, und daher ist es, basierend auf der praktischen Notwendigkeit, notwendig, verschiedene technologische Methoden für die Herstellung verschiedener Pulvermaterialien zu entwickeln [8-10].
Relevanz des Forschungsthemas.
Erhöhung der operativen Eigenschaften von Polymeren für Gleitlager in Reibungseinheiten von Maschinen und Mechanismen durch Einbringen von Legierungszusätzen in das Material bedeutet eine Erhöhung der mechanischen und thermischen Belastungen. Um eine optimale Kombination der physikalischen und mechanischen Eigenschaften der Materialien zu gewährleisten, werden viele Füllstoffe verwendet, aber die hohe Füllung solcher Polymere wie Fluorkunststoff – 4 (F-4) und Polyethylen – 277 (PE-277) führt zu einer Verringerung der Gleiteigenschaften des Materials, während die Beständigkeit gegen hohe Belastungen verbessert wird.
Die Verminderung der Gleiteigenschaften des Materials ist meist auf eine ungleichmäßige Verteilung zurückzuführen.
Füllstoffpartikel in der gesamten Polymermatrix, was zu einer Übersättigungszone und Füllstoffmangel führt. Um eine gleichmäßige Verteilung des Füllstoffs über das gesamte Volumen des Materials zu erreichen, gibt es mehrere Möglichkeiten, eine davon ist die Verwendung von Tensiden zur Stabilisierung der Teilchen, aber diese Methode führt zu einer Sättigung des Materials mit Nebenprodukten, was sich auch negativ auf die Eigenschaften von Verbundwerkstoffen auswirkt.
Das Fehlen von Methoden, die bei der Gewinnung von ultradispersen Pulvern (UDP) die Bildung einer chemisch inerten Hülle ermöglichen, die die Pulver vor dem Zusammenkleben bei der Lagerung und Herstellung von Zusammensetzungen schützt, bestimmt die Relevanz und Neuheit des Themas der Dissertation, was auf die Notwendigkeit spezieller Studien hinweist.
Die Arbeiten wurden an den Fachbereichen „Technologie des Maschinenbaus“ und „Materialwissenschaft und Technologie der Werkstoffe“ der nach M.I. Platov benannten Südrussischen Staatlichen Polytechnischen Universität im Rahmen der folgenden Aktivitäten durchgeführt. Theoretische und technologische Grundlagen für die Entwicklung energieeffizienter Wege zur Herstellung von pulverförmigen und zusammengesetzten Funktionswerkstoffen“, Projektnummer 7.3767.2011.
Die Ziele und Aufgaben der Forschung sind die Verbesserung der Eigenschaften von Produkten aus Verbundwerkstoffen aus reibungsmetallischen Polymerwerkstoffen durch Einführung von ultradispersen Kupferpulvern, die mit wasserlöslichen Polymeren stabilisiert sind.
Um dieses Ziel zu erreichen, mussten folgende Aufgaben erfüllt werden:
- die Entwicklung einer Technologie zur Herstellung von ultradispergiertem Kupferpulver, das mit wasserlöslichen Polymeren stabilisiert wird;
- den Einfluss von wasserlöslichen Polymeren, Polyacrylamid und Polyvinylpyrrhoidon auf die Eigenschaften und Merkmale der gewonnenen ultradispergierten Kupferpulver zu ermitteln;
- die Abhängigkeit der granulometrischen Zusammensetzung und Morphologie von ultradispergiertem Kupferpulver von der Oberflächenmodifikation muss bestimmt werden;
- ein mathematisches Modell der Kraftabhängigkeit aus den technologischen Parametern zu entwickeln und bestimmen mit ihrer Hilfe die optimale Menge der Nanofüllstoffe und die Bedingungen für die Verarbeitung der Mischungen;
- die Wirkung von stabilisiertem ultradispergierten Kupferpulver auf die Eigenschaften eines metallisch-polymeren Verbundwerkstoffs aufgrund gleichmäßiger verteilt ultradispergierten Kupferpulver in der Matrix die Verbundwerkstoffe.
Eine wissenschaftliche Neuheit:
- Die vorgeschlagene Methode zur Gewinnung ultradispergierten Kupferpulver durch Elektrolyse in Gegenwart von wasserlöslichen Polymeren als Partikelstabilisatoren unterscheidet sich von den bekannten Methoden, indem sie es erlaubt, die Dispergierbarkeit der erhaltenen ultradispergierten Kupferpulver um das 2-3fache im Vergleich zu den industriell angewandten Methoden zur Gewinnung von elektrolytischen Pulvern zu reduzieren und die durchschnittliche Größe der erhaltenen ultradispergierten Kupferpulver zu verringern, sowie die Menge der nanoskaligen Fraktion zu erhöhen.
- Der Effekt der durchschnittlichen Partikelgrößenreduzierung in Gegenwart von Polyvinylpyrrolidon wurde festgestellt. Dadurch verringert sich die durchschnittliche Größe der Pulverpartikel auf <50 Nanometer und die gleichmäßige gegenseitige Verteilung des Polymers auf einer Kupferoberfläche wird erreicht.
- Es zeigt sich die gleichmäßige Verteilung der Partikel des stabilisierten ultradispersen Kupferpulvers in einer Matrix aus Verbundwerkstoff.
Im Gegensatz zu den bisher untersuchten Methoden wurde eine Erhöhung der Haftfestigkeit des Pulvers festgestellt.
Die Partikel-Matrix-Beziehung, die sich auf die Verbesserung der physikalischen und mechanischen und Antifriktionseigenschaften des Materials auswirkt.
Praktische Bedeutung.
Es wurde eine Hochleistung Technologie zur Gewinnung von polydispersen ultradispersen Kupferpulvern entwickelt.
Es werden wissenschaftlich begründete praktische Empfehlungen zur Auswahl der optimalen Arten der Aufnahme von Nanopulvern durch die Elektrolyse-Methode gegeben, die Zusammensetzungen der Metallpolymer-Verbundwerkstoffe und die Technologie ihrer Aufnahme entwickelt.
Es ist bewiesen, dass die Anwendung von Metallnanopulvern, die durch wasserlösliche Polymere modifiziert sind, als Füllstoffe von Materialien aufgrund der gleichmäßigen Verteilung des Füllstoffs und der Erhöhung der Adhäsionswechselwirkung die Härte der Materialien um das 2- bis 3-fache, die Verschleißfestigkeit um das 1,5- bis 2-fache und die Gleiteigenschaften um das 2- bis 2,5-fache erhöht.
Entwickelungen, die Verbundwerkstoffen einen hohen Komplex von physikalischen und mechanischen Eigenschaften verleihen, können in hochbelasteten Knoten der Reibung von Maschinen und Mechanismen verwendet werden, anstelle von teuren Antifriktionsdetails aus Nichteisenmetalllegierungen und Metallpolymeren.
Die praktischen Ergebnisse der Dissertation können für die Nutzung durch Forschungs- und Entwicklungseinrichtungen und Designorganisationen empfohlen werden, die sich mit der Entwicklung, Herstellung und Implementierung von Produktionstechnologien und Verbundwerkstoffen beschäftigen, bei denen als Füllstoff modifiziertes ultradispersen Kupferpulvers verwendet wird.
Methoden der Forschung:
Zur Lösung der Aufgaben wurden moderne Forschungsmethoden und Geräte eingesetzt.
- Die thermodynamische Analyse wurde an STA 449C in oxidierender (Luft) Umgebung durchgeführt. Die Proben wurden mit einer Geschwindigkeit von 10°C/min auf 600°C erhitzt.
- Die Röntgenphasenanalyse (XRD) wurde mit dem ARL X’TRA Thermo Fisher Scientific Defraktometer durchgeführt. Die erhaltene Struktur des ultradispersen Kupferpulvers wurde auf dem energiedispersiven Mikroanalysator EDAX untersucht.
- GENESIS. Die Untersuchung der Koordinationsverbindungen, die sich im Prozess der Gewinnung des ultradispersen Kupferpulvers gebildet haben, wurde mittels Infrarotspektroskopie am Gerät Varian 640 durchgeführt. Die Korngrössenverteilung wurde mit dem Microtrac S3500 bestimmt.
- Die Wechselwirkung des Füllstoffs mit der Matrix wurde mit einem Quanta 200 Rasterelektronenmikroskop untersucht.
- Die Struktur der Oberflächenschicht von Verbundwerkstoffen wurde untersucht.
- auf einem SolverHV-Rastersondenmikroskop. Die Reibungseigenschaften der erhaltenen Materialien wurden auf der Endreibungsmaschine TMT – 25 untersucht.
- Der lineare Verschleiß wurde durch Veränderung der Längenmaße mit Hilfe eines optischen Messgerätes mit einer Genauigkeit von 0,003 mm ermittelt.
- Die Härte von Metall-Polymer-Verbundwerkstoffen wurde auf dem Gerät AS-111 durch Pressen einer Kugel (nach Brinell) nach GOST 9012-59 bestimmt.
- Die Definition der Bruchspannung bei der Kompression wurde an der Vorrichtung P-0,5 gemäß GOST4651-82 durchgeführt. Die in der Dissertation vorgestellten Ergebnisse stehen nicht im Widerspruch zu experimentellen und theoretischen Daten anderer Forscher, die in der freien Presse veröffentlicht wurden.
- Technologie zur Herstellung von Kupfernanopulvern durch Elektrolyse unter Verwendung von Polyvinylpyrrolidon- und Polyacrylamid-Nanopartikeln.
- Die Verwendung von ultradispersen Kupfer- und Kupfer-Polymer-Pulvern, die aus Ammoniaklösungen gewonnen werden, als Legierungszusätze zu Polymerverbundwerkstoffen ermöglicht die Erhöhung der Härte und die Verringerung des Verschleißes bei der Reibung, reduzieren die Sinterverformungen, erhöhen die maximale Druckkraft.
- Die Feststellung der Abhängigkeit des Einflusses der stabilisierten Eigenschaften Ultradisperse Kupferpulver auf mechanische Eigenschaften von Metall-Polymer-Verbundwerkstoffen.
- Mathematisches Modell, das es ermöglicht, das optimale Verhältnis der Konzentrationen des ultradispersen Kupferpulvers in der Polymermatrix zu finden, wodurch die größte Festigkeit des Materials erreicht wird.
Grad der Zuverlässigkeit und Zustimmung zu den Ergebnissen.
Der Grad der Validität der Ergebnisse wird bestätigt:
- Übereinstimmung der Ergebnisse mit den grundlegenden die Bestimmungen der Pulverwerkstoffkunde sowie die Übereinstimmung der experimentellen Daten und wissenschaftlichen Erkenntnisse mit den allgemein anerkannten, in gedruckten Publikationen veröffentlichten Bestimmungen.
- Anwendung von Software für die Verarbeitung von experimentellen Forschungsergebnissen.
Es wurden Untersuchungen an den zertifizierten Geräten durchgeführt.
Die Pulver wurden als Legierungszusätze zu Verbundwerkstoffen mit Fluorkunststoff-4 und Polyethylen-277-Polymermatrix getestet.
Die wichtigsten Bestimmungen und Ergebnisse der Forschung wurden auf den jährlichen wissenschaftlichen und technischen und Forschungskonferenzen berichtet:
- VI Internationale wissenschaftliche und praktische Konferenz „Neue Materialien und Technologien ihrer Produktion“, Nowotscherkassk (2012), sowie auf der
- XV Internationalen wissenschaftlichen und praktischen Konferenz „Technologien der härtenden Beschichtung und Reparatur: Theorie und Praxis“, St. Petersburg (2013).
Der persönliche Beitrag des Autors.
Alle wesentlichen Ergebnisse der Dissertation wurden vom Autor persönlich entgegengenommen.
Der Autor war direkt beteiligt
- bei der Planung Ihrer Dissertationsforschung,
- bei der Auswahl von Forschungsobjekten,
- bei der Entwicklung der Technologie zur Herstellung von ultradispersen Kupferpulvern, die mit wasserlöslichen Polymeren stabilisiert sind, zur Herstellung von Verbundwerkstoffen aus metallischen Antifriktionspolymeren.
Die Formulierung von Problemen, die Auswahl der Forschungsobjekte und die Art und Weise der Problemlösung liegen in der Hand des Autors.
Das Thema der Dissertation wurde von A.V. Skorikov vorgeschlagen.
Er betreute die Dissertationsarbeit wissenschaftlich, beteiligte sich an der Diskussion und Interpretation der erzielten Ergebnisse. Lipkin M.S., Danyshina G.A. und Shishka V.G. nahmen an der Entwicklung der Technologie zur Gewinnung stabilisierter ultradisperser Kupferpulver und technologischer Methoden zur Gewinnung von Metallpolymer-Verbundwerkstoffen sowie an der Erstellung eines mathematischen Modells teil.
Veröffentlichungen zum Thema der Dissertation.
Insgesamt wurden 9 wissenschaftliche Arbeiten zum Thema der Dissertation veröffentlicht, darunter
– zwei Zeitschriftenartikel [78, 119] in veröffentlichten Artikeln, die von der HIGHEREN ATTESTATIONSKOMMISSION des Ministeriums für Wissenschaft und Hochschulwesen der Russischen Föderation empfohlen wurden.
Eine Reihe von Arbeiten auf dem Gebiet der internationalen Konferenzen [5, 10, 12, 100 125].
Umfang und Struktur des Werkes. Der Umfang der Arbeit beträgt 135 Seiten, davon 62
eine Zeichnung und 17 Tabellen. Die Dissertation besteht aus einer Einleitung, vier Kapiteln, einem Fazit und einer Literaturliste mit 134 Titeln.
Kapitel 1
Analyse der wissenschaftlichen, technischen und Patentliteratur
1.1 Anwendungen von ultradispersen Kupferpulvern
Die Anwendungsbereiche von Kupferpulvern sind derzeit deutlich gewachsen und nicht mehr auf die Pulvermetallurgie beschränkt.
Kupferpulver wird aufgrund spezifischer Eigenschaften wie elektrischer und thermischer Leitfähigkeit in nahezu allen Technologiebereichen aktiv eingesetzt und sein Einsatzbereich wird ständig erweitert (Bild 1.1).
Die breite Anwendung der Pulver in verschiedenen Bereichen ist mit ihrer Fähigkeit verbunden, die Parameter der bestehenden technologischen Prozesse wesentlich zu verbessern und neue Technologien zu schaffen.
Ultradisperse Kupferpulver finden breite Anwendung in der Pulvermetallurgie, als biologisch aktive Additive, als Katalysatoren in der chemischen Industrie, als Additive in Farben und anderen chemischen Produkten., wie Lacke, als Pigmente in Druck und Verpackung sowie in vielen anderen Industrien [11-13].
Abbildung 1.1 – Einsatzbereich von Metallpulvern
Die antiseptischen Eigenschaften von ultradispersen Kupferpulvern sind bereits bekannt.
So zeigten die Bioaktivitätsstudien von unmodifiziertem Verbandsmaterial und pulvermodifizierten Materialien [14], dass die Kontrollprobe das Wachstum der Staphylococcus-Kultur nicht hemmt.
Das mit PMS-1-Kupferpulver modifizierte Material hat praktisch keine Zone um das Bakterienwachstum zu hemmen. Im Gegenteil, Materialien, die modifiziert wurden mit ultradispersen Pulvern, weisen eine starke antimikrobielle Aktivität auf.
Die Ergebnisse der Bioaktivität in einem dichten Nährmedium korrelieren gut mit den Ergebnissen der Bioaktivitätsbewertung in einem flüssigen Nährmedium mit anschließender Aussaat.
Ein wahrscheinlicher Mechanismus des Bakteriensterbens ist die Wechselwirkung von Kupfer Ionen mit funktionellen Gruppen von Aminosäuren, Proteine von Bakterien, was zur Denaturierung von Proteinen in der Zelle führt; Störungen des enzymatischen Gleichgewichts im Inneren des Mikroorganismus; Austritt von löslichen Vitalstoffen aus der Zelle, was zum Absterben von Mikroorganismen führt.
In der Pulvermetallurgie werden ultradisperse Kupferpulver verwendet:
– bei der Gewinnung von elektrischen Kontaktmaterialien, die in Schaltgeräten, Öffner- und Schleifkontakten von elektrischen Zügen der Eisenbahnen, des Stadt- und Industrieverkehrs verwendet werden, und auch als automatische elektrische Schalter, Weichen und Schalter, Verbinder für Lichtbogenschweißlaschen etc. [15 -16];
– bei der Aufnahme der Antifriktionsmaterialien sowohl mit der metallischen Matrix als auch mit polymer, verwendet in verschiedenen hochbelasteten Knoten der Reibung [17];
– bei der Herstellung von Konstruktionswerkstoffen, an die erhöhte Anforderungen an die elektrische und thermische Leitfähigkeit, die Korrosionsbeständigkeit sowie an das dekorative Aussehen gestellt werden. Produkte aus solchen Materialien werden in verschiedenen Bereichen der Wissenschaft und Technik eingesetzt, wie z.B. Maschinenbau, Schiffbau, Instrumentenbau, Automobilindustrie.
In der chemischen Industrie wird Kupferpulver eingesetzt für Herstellung von Katalysatoren zur vollständigen Oxidation von Kohlenwasserstoffen [22-24].
So kann nach Betrachtung eines breiten Spektrums von Pulveranwendungen der Schluss gezogen werden, dass Effizienz, Zuverlässigkeit und Zweckmäßigkeit von Pulvern in verschiedenen Anwendungsbereichen die Notwendigkeit der Entwicklung von Technologien zur Gewinnung ultradisperser Kupferpulver mit der erforderlichen Korngrößenverteilung, chemischen Reinheit und Partikelform für jede spezifische Anwendung.
1.2 Methoden zur Gewinnung ultradisperser Pulver
Eine der wichtigsten Richtungen der Entwicklung moderner Technologien ist die Miniaturisierung von Produkten für verschiedene Funktionszwecke, was zu Einsparungen bei den mit ihrer Herstellung und ihrem Betrieb verbundenen Material- und Energiekosten führt und die Einsatzmöglichkeiten in Bereichen erhöht, in denen die Anforderungen an Größe und Gewichtsreduzierung besonders hoch sind.
Darüber hinaus gibt es als Folge der Miniaturisierung erhebliche qualitative Veränderungen der Designparameter und damit der Eigenschaften der geschaffenen Produkte, was grundlegend neue Wege der praktischen Anwendung eröffnet.
Die Entwicklung der Miniaturisierung hat zur Bildung einer Gruppe von Nanotechnologie und zur Schaffung von Nanomaterialien geführt (25).
Es gibt verschiedene Ansätze, wie man bestimmen kann, was Nanomaterialien sind. Der einfachste Ansatz bezieht sich auf
- mit geometrischen Abmessungen der Struktur solcher Materialien.
- Materialien mit charakteristischer Mikrostrukturgröße von 1 bis 100 nm werden heute als nanostrukturiert bezeichnet [26].
Um Nanomaterialien zu untersuchen, wird zunächst ihre atomare Struktur untersucht, die Arten von Atomen, die Bausteine sind, und ihre gegenseitige Lage im Raum bestimmt.
Die meisten Nanopartikel haben eine kristalline Nanostruktur.
Die an den weitesten verbreiteten Technologien zur Herstellung von ultradispersen Pulvern lassen sich grob in zwei Gruppen einteilen (Abbildung 1.2). Die erste Gruppe umfasst Technologien, die auf chemischen Prozessen basieren, und die zweite Gruppe umfasst physikalische Prozesse.
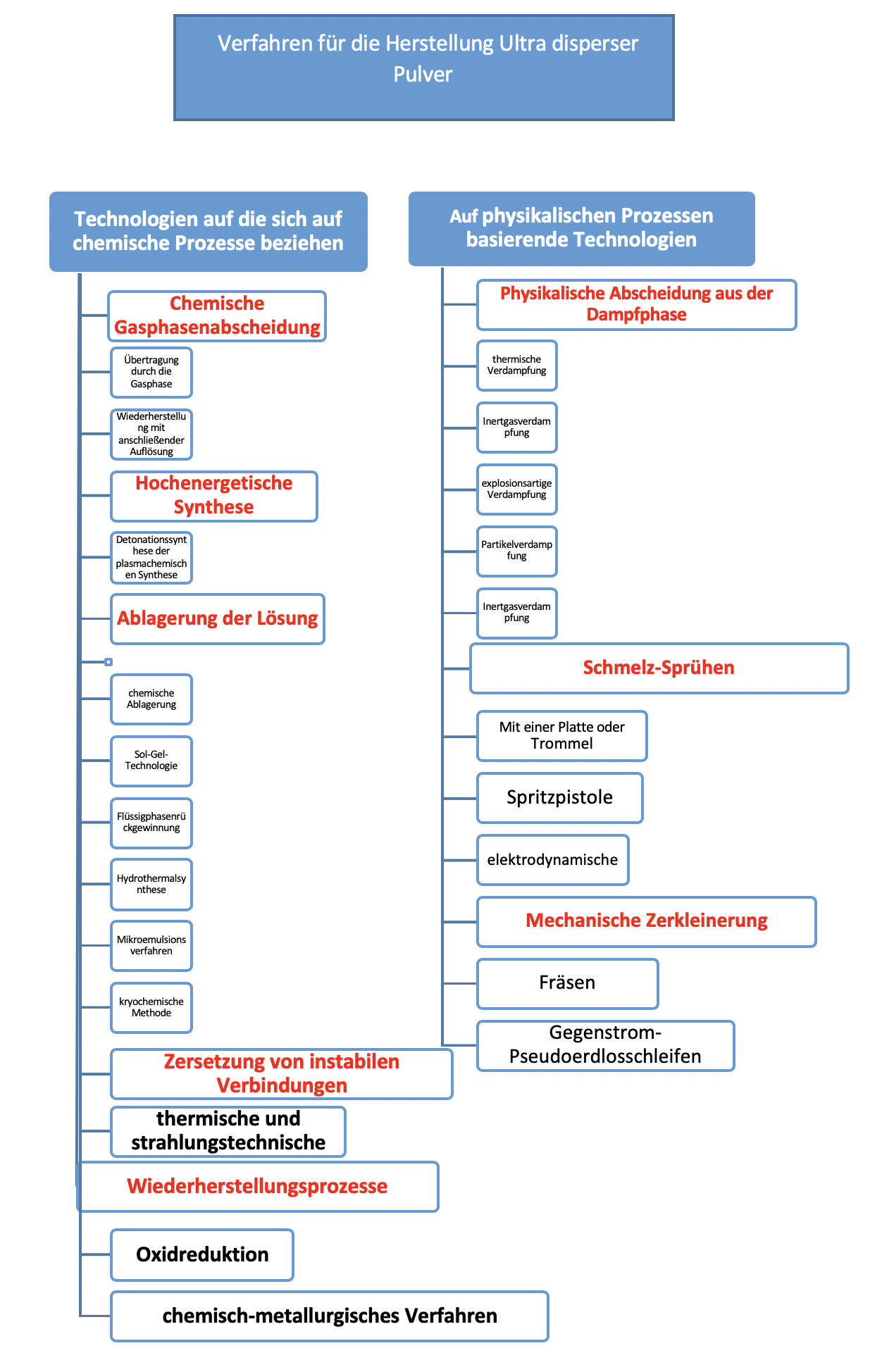
Abbildung 1.2 – Hauptmethode zur Erlangung des Ultra disperser Pulvers
Die auf physikalischen Verfahren basierenden Verfahren zur Herstellung von ultradispersen Pulvern gewährleisten die Umwandlung des Ausgangsmaterials in ein Pulver ohne merkliche Veränderung der chemischen Zusammensetzung. Die an den häufigsten angewandten Methoden sind das Mahlen von Feststoffen in Mühlen unterschiedlicher Bauart und die Dispergierung von Schmelzen.
Chemische Methoden umfassen technologische Prozesse zur Herstellung ultradisperser Pulver, die mit der physikalischen und chemischen Umwandlung von Rohstoffen verbunden sind.
Das resultierende Pulver zur Entführungsverbindung kann sich deutlich vom Originalmaterial unterscheiden.
1.2.1 Technologien zur Gewinnung ultradisperser Pulver auf der Basis chemischer Prozesse
Die Autoren der Arbeiten [27-29] heben eine Reihe von allgemeinen Ansätzen hervor, die typisch für Technologien sind, die auf chemischen Prozessen der Herstellung ultradisperser Pulver basieren und diese von gewöhnlichen Pulvern unterscheiden:
– hohe Rate von Partikel-Nukleationszentren,
– geringe Partikelwachstumsrate,
– die größte Partikelgröße der resultierenden Partikel nicht mehr als 100 nm beträgt,
– enger Bereich der Partikelgrößenverteilung,
– die Stabilität der Gewinnung von Partikeln eines bestimmten Größenbereichs,
– die Wiederholbarkeit der chemischen und phasenbezogenen Zusammensetzung der Partikel,
– erhöhte Anforderungen an die Überwachung und Steuerung der eingehenden Prozessparameter.
Technologie der chemischen Gasphasenabscheidung
Die Technologien dieser Gruppe basieren auf der Nutzung von thermochemischen Reaktionen, Metallverbindungen, die in der Reaktionskammer versprüht werden und Aerosole bilden. Gespritzte Salzlösungen in einer bestimmten Zone werden thermisch unter Bildung fester Sedimente in Form von ultradispersem Pulver und gasförmigen Stoffen zersetzt oder gehen chemische Reaktionen ein, ebenfalls unter Bildung von Pulver und gasförmigen Stoffen [30].
Die am häufigsten verwendeten Rohstoffe sind Metallhalogenide (hauptsächlich Chloride), Alkylverbindungen, Carbonyl, Oxychloride und metallorganische Verbindungen.
Die Größe der entstehenden Partikel kann durch die Temperatur und die Abscheidungsrate gesteuert werden. Durch diese Technologie erhalten ultradisperser Pulver von Silizium, Bor, Titanoxide, Zirkonium, Aluminium, Nitrid, Siliziumkarbide und -karbonitride, Titandioxid und Kupfer mit Partikelgrößen von 20 bis 600 nm.
Zu den Technologien für die chemische Abscheidung aus der Gasphase gehören die Hochtemperatur- oder Flammenhydrolyse. [31]
Es basiert auf der Wechselwirkung von Verbindungen, hauptsächlich Chloriden, in einer Wasserstoff-Sauerstoff-Flamme.
Die folgenden chemischen Reaktionen (1.1 bis 1.3) erklären, warum
Dieser Prozess wird auch „Flammenhydrolyse“ genannt wird.
N2 + O2 → N2O (1.1)
2CuCl2 + 2 H2 O → 2CuO + 4 HCI (1.2)
In der Summe:
2CuCl2 + 2 H2 + O2 → 2CuO + 4 NSl
(1.3)
Das durch die Wechselwirkung von Wasserstoff und Sauerstoff entstehende Wasser bewirkt einen sehr schnellen und quantitativen Durchfluss der CuCl-Hydrolyse bei 1000°C.
Das einzige Nebenprodukt der Reaktion – Chlorwasserstoff – wird abgetrennt und in den Prozess zur Gewinnung von CuCl2 zurückgeführt.
Das mit diesem Verfahren hergestellte Siliziumdioxid (Aerosil) besteht aus Einheiten amorpher Primärpartikel mit Kugelform und einer Größe von 5-10 nm, die Teil von Sekundärpartikel-Einheiten mit einer Größe über 100 nm sind.
Zu den Nachteilen dieser Methode gehört der hohe Gehalt an Oxide und Nebenprodukte in der resultierenden EDV und eine große Variation in der Partikelgrößenverteilung.
Plasmochemische Synthese
Diese Methode zur Gewinnung von ultradispersen Pulvern nutzt das Niedertemperaturplasma der Lichtbogen- oder Glimmentladung (konventionell, hochfrequent) – oder Ultrahochfrequenz-Entladung.
Als Ausgangsrohstoff werden verwendet Metalle, Halogenide oder andere Verbindungen.
In der Arbeit [32] wird angeboten, zusammengesetzte ultradisperse Pulver durch plasmachemische Verfahren zu erhalten.
Dieses Material enthält Partikel, die aus einem Kern und einer Hülle bestehen.
Die Wechselwirkung des Plasmas mit der bearbeiteten Substanz sorgt für das Schmelzen, Dispergieren, Verdampfen, und dann die Gewinnung und Synthese des Produktes mit einer Partikelgröße von bis zu 10 nm, einschließlich der Parameter der sogenannten – eines kritischen Fötus.
Die Ausgangsstoffe werden dem Plasma als Pulver zugeführt.
Im Plasmastrom finden folgende Prozesse statt: Erwärmung von Rohstoffpartikeln auf hohe Temperatur, deren Schmelzen, Verdampfung, chemische Reaktionen, Bildung von Produktpartikeln, Abkühlung.
Die Autoren der Arbeit [33] haben eine universelle Methode zur Gewinnung ultradisperser Pulver aus Metallen, Legierungen und Verbindungen entwickelt – Rückgewinnung und Synthese in chemisch aktives Plasma.
Das auf diese Weise gewonnene ultradisperse Pulver hat eine relativ geringe Dispersion. Die Partikelform ist nahezu kugelförmig. Aufgrund der hohen Plasmatemperatur und hohen Geschwindigkeiten.
Mit dieser Methode ist es möglich, ultradisperse Pulver verschiedenster Metalle und Legierungen zu erhalten.
Dies ist auf den Übergang fast aller Ausgangsstoffe in den gasförmigen Zustand mit ihrer anschließenden Kondensation in Form ultradisperser Pulver mit Partikeln regelmäßiger Form, mit Größen von 10 bis 200 nm, zurückzuführen.
Die höchsten Temperaturen und Leistungen werden erreicht durch den Einsatz von Lichtbogenplasmatronen, und die saubersten und homogensten ultradispersen Pulver werden mit Mikrowellen-20-Ultrahochfrequenz-Plasmatronen erhalten, verwenden Sie eine Gasentladungsvorrichtung, um ein Niedertemperatur-Plasma zu erhalten.
Der Vorteil dieser Methode ist, dass sie die Herstellung von Produkten mit der erforderlichen chemischen Zusammensetzung, dem Aggregatzustand und den Formabmessungen, auch in Form von ultradispersen Pulvern, gewährleistet.
Die Nachteile dieser Methode sind:
1) Ausreichend große Dispersion für Oxide und komplexe Zusammensetzungen;
2) Hohe korrosive Aktivität
flüchtige Verbindungen, hohe adsorptive Oberflächenenergie von Nanopartikeln,
die zur Adsorption von Synthese-Nebenprodukten auf ihrer Oberfläche führen, die nur schwer zu entfernen sind; 3) die Notwendigkeit einer teuren Ausrüstung
Technologien zur Lösungsabscheidung
Was diese Gruppe gemeinsam hat ist die Durchführung von chemischen Reaktionen in wässrigen Salzlösungen. Es werden mehrere verschiedene Methoden verwendet [34-36] basierend auf der Verwendung von Wasser oder in Wasser gelösten organischen Stoffen.
Metallsalzlösungsmittel mit chemisch aktiven Substanzen, die als ultradisperse Pulver-Nichtlösungsmittel verwendet werden.
Diese Technologie ist der chemischen Metallisierungstechnologie ähnlich, nur, dass sie nicht aktiviert wird. Auf der Oberfläche erfolgt die Partikelemission über das gesamte Volumen der Lösung.
Pulver aus Kupferoxid mit einem hohen Grad an Reinheit, Homogenität und Dispersion können durch Extraktion von Kupfersalzen (Kupfersalz N,N‘-Dinitroharnstoff) aus der Lösung in Gegenwart eines organischen Lösungsmittels, wie z.B. Dimethylsulfoxid, erhalten werden.
Die Lösung wird innerhalb von 1-6 Stunden auf 110-150 oC erhitzt, und Kupferoxidpulver wird aus der Suspension freigesetzt [37].
Das Verfahren zur Gewinnung von Kupferpulver durch Rückgewinnung aus Kupfersalz in Gegenwart des Reduktionsmittels, wird in [38] berücksichtigt,
Kupfersulfit wird als Salz und Glukose als Reduktionsmittel verwendet.
Die durchschnittliche Größe der resultierenden Kupferpulver 35-45 nm, und der Gewinn bis zu 90%.
Bei der chemischen Abscheidung aus den Lösungen der Salze fügen Sie eine Substanz – den Abscheider hinzu und führen die Abscheidung des Metalloxidpulvers durch.
Die Ausfällungsbedingungen werden durch Änderung von pH-Wert, Temperatur, Zugabe von Pufferlösungen geregelt.
Ammoniaklösungen, Ammoniumkohlendioxid, Oxalsäure, Ammoniumoxalat werden am häufigsten als Fällungsmittel verwendet, und als Fällungsmittel werden vorzugsweise lösliche Salpetersäure-Salze eingesetzt.
Darüber hinaus hat diese Methode eine ausreichend breite Anwendung gefunden, um mehrkomponentige ultradisperse Verbundpulver zu erhalten, wenn mehrere Verbindungen aus Mehrkomponentenlösungen ausgefällt werden [39,40].
Die Komplexität dieser Methode liegt in einem praktisch unkontrollierbaren Prozess der Gewinnung, wodurch die Gewinnung von Pulvern mit einer Partikelgröße von weniger als 0,5 μm fast unmöglich ist.
Der Hauptnachteil der Methode ist die Verwendung großer Mengen an Lösungen und die Schwierigkeit ihrer Entsorgung, ein erheblicher Gehalt an Verunreinigungen in Pulvern und eine große Streuung der Partikelgröße.
Die Autoren der Arbeit [69] schlagen eine Methode vor, ultradisperse Kupferpulver durch Mischen von fünfperiodigem Kupfersulfat mit Glyzerin zu erhalten.
Mit der anschließenden Erwärmung bis zur vollständigen Auflösung der Komponenten, dann wird organische Säure (Ameisensäure oder Oxalsäure) als Initiator der Kupfergewinnung eingeführt und nach dem Waschen des ultradispersen Kupferpulvers mit Pentan behandelt oder eine Stearinsäure-Alkohol-Lösung mit anschließender Trocknung.
Der Nachteil dieser Methode ist ein aufwändiger Kupferrückgewinnungsprozess, hoher Reagenzienverbrauch und hohe Temperaturen.
Eine der Methoden, die in der Reduktion von ultradispersen Partikeln aus Lösungen besteht, ist die Flüssigphasen-Reduktionsmethode. Mit dieser Methode werden nur ultradisperse Pulver von Metallen mit niedrigen Werten des Reduktionspotentials (Kupfer, Silber, Nickel) gewonnen [41]. Es besteht in der Herstellung einer Lösung aus organischem Metallsalz, gefolgt von der Zugabe eines starken Reduktionsmittels und der Abtrennung des abgeschiedenen ultradispersen Metallpulvers.
Die Partikelgröße des resultierenden Pulvers beträgt 20-40 nm und die Partikelgrößenverteilung ist aufgrund der erhöhten Viskosität vieler organischer Lösungen sehr gering.
Ein Beispiel für die Anwendung dieses Verfahrens ist die Herstellung von ultradispersem Kupferpulver [42] bei Verwendung einer wässrigen Lösung von Hydrazinhydrat mit Lithiumsulfat und einer Lösung von Kupfernitrat in 4-Methylpentanol. Diese Lösungen werden gemischt und erhalten
Emulsion, nach deren Schichtung sich die ultradispersen Kupferpulver in der organischen Phase befinden.
Die Komplexität dieser Methode liegt in der Trennung des Pulvers von organischen Verbindungen, die aufgrund der hohen Oberflächenenergie an der Oberfläche ultradisperser Pulver adsorbiert werden und kann eine stabilisierende und schützende Wirkung haben. Der Nachteil dieser Methode ist die geringe Produktivität, große Verluste von ultradispersen Pulvern bei der Trennung und Reinigung des Pulvers von organischen Stoffen.
Methode zur hydrothermalen Synthese
Diese Methode basiert auf chemischen Reaktionen der hydrothermalen Zersetzung und Oxidation, die in wässrigen Medien bei hohen Temperaturen ablaufen.
Temperaturen (100-370оС) und Druck (bis zu 100 MPa).
Die Essenz der hydrothermalen Methode ist die Erwärmung von Salzen, Metalloxide oder -hydroxide als Lösung oder Suspension bei erhöhter Temperatur (in der Regel bis 3000oC) und Druck (ca. 100 MPa). In diesem Fall, in Lösung oder das Kolloidsystem chemische Reaktionen durchläuft, die zur Bildung eines einfachen oder komplexen Oxid-Reaktionsprodukts führen.
Die hydrothermale Synthese wird in Autoklaven durchgeführt, öfter mit Teflon ausgekleidet, Volumen 50-300 ml.
Der hohe Druck erhöht den Siedepunkt, so dass der Prozess bei höheren Temperaturen als in wässrigen Lösungen bei atmosphärischem Druck durchgeführt wird. [43-44].
Mit dieser Methode ist es möglich, ultradisperse Oxidpulver mit einer engen Korngrößenverteilung zu erhalten.
Der Nachteil der Methode sind die hohen Kosten und Komplexität der Ausrüstung, sowie die Häufigkeit des Syntheseprozesses (die bis zu 24 Stunden erreichen kann) und folglich die geringe Produktivität.
Synthese unter dem Einfluss von Mikrowellenstrahlung
Synthese von ultradispersen Pulvern unter dem Einfluss von Mikrowellenstrahlung ist eine neue und sich sehr schnell entwickelnde, vielversprechende Methode.
Wie bei allen Lösungsverfahren wird auch hier eine Abscheidungsreaktion des Produktes aus der Ausgangslösung durchgeführt, die jedoch durch Mikrowellenstrahlung beeinflusst wird.
Die Mikrowellenenergie geht auf das Ausgangsmaterial über, was zu seiner schnellen Erwärmung führt, wodurch eine chemische Wechselwirkung eingeleitet wird.
Der Mechanismus der Mikrowellenwirkung auf die Synthese ultradisperser Pulver ist noch nicht annähernd geklärt.
In der Literatur [45] wird die Gewinnung einiger einfacher und komplexer Oxide durch diese Methode beschrieben.
Technologie zur Zersetzung von instabilen Verbindungen
Derzeit gilt diese Technologie als vielversprechender Weg zur Herstellung ultradisperser Pulver mit Partikelgrößen von 20-300 nm.
Am meisten untersucht ist die thermische Zersetzung von Aziden, Oxalaten, Perchloraten, Styphnaten, Permanganaten, Carbonaten, Hydraten, Citraten, Acetaten, Hydroxiden, Alkoholen [46,47].
Die Autoren [49] schlagen vor, ultradisperse Metallpulver durch Zersetzung von Metallcarbonyl mit einem Induktionsschmelzbrenner zu erhalten.
Diese Methode bietet eine hohe Produktivität bei der Gewinnung von Partikeln und führt keine Verunreinigungen in ultradisperse Pulver ein.
Der Prozess umfasst drei Reaktionen: Thermolyse, Oxidation und Hydrolyse.
Zu den Vorteilen dieser Methode gehört die niedrige Prozesstemperatur, Kleine Reaktionsvolumina, keine zeitaufwendigen und ineffizienten Wasch- und Filtervorgänge der Endprodukte, einstellbare Dispergierbarkeit, gute Sintereigenschaften und hohe Reinheit der hergestellten Pulver.
Der Nachteil der betrachteten Methode ist die Komplexität der Steuerung und Regelung der Partikelgrößen bei gleichzeitigem konkurrierendem Verlauf zweier Prozesse – Zersetzung der Ausgangsverbindung und Sintern der Partikel des Endprodukts unter dem Einfluss der Temperatur.
Umso mehr ein Grund, dass die nach diesem Verfahren hergestellten Pulver sehr reaktiv sind.
Verfahren zur elektrochemischen Reduktion
Von den allgemein bekannten Methoden der Synthese ultradisperser Metallpulver besitzen die elektrochemischen Methoden [50-54], die auf Kosten der Variationen der Elektrolysebedingungen, vor allem der Stromdichte und des Elektrodenpotentials, ermöglichen es, die Geschwindigkeit von Elektrodenreaktionen und damit die Produktivität, chemische Zusammensetzung, Größe und Form der entstehenden Produkte zu kontrollieren.
Die Vielseitigkeit der Rohstoffbasis, die kompakte Metalle, Legierungen, Oxide, Salze, einschließlich metallhaltiger Materialien, die in Form von Schrott recycelt werden sollen, Elektrodenmaterialien von Altbatterien, industrielle Abwässer und Lösungen umfasst, eröffnet breite Perspektiven für die Anwendung elektrochemischer Technologien zur Gewinnung ultradisperser Metallpulver.
Darüber hinaus steht die elektrochemische Aufbereitung von Abfällen zu hochwirksamen tribologischen Funktionswerkstoffen bei gleichzeitiger Gewährleistung der technischen Effizienz, Wirtschaftlichkeit und Umweltsicherheit voll im Einklang mit den Prinzipien der grünen Tribologie.
Die Gewinnung von Kupferpulver aus Ammoniakabfällen durch Elektrophorese wird von den Autoren vorgeschlagen [55]. Die Partikelgröße des resultierenden ultradispersen Kupferpulvers übersteigt 300 nm.
Der Vorteil dieser Methode ist die Verwendung von Abfällen der Funkelektronikindustrie als Ausgangsrohstoff, was zusätzliche wirtschaftliche und ökologische Vorteile bringt.
Allerdings stellt die Gewinnung von Partikeln kleiner als 100 nm mit dieser Methode eine Reihe von Herausforderungen dar.
In [56, 57] wird die Methode zur Gewinnung von ultradispersen Metallpulvern aus dem Sulfat-Elektrolyten mit löslicher Anode.
Das Sediment, das sich auf der Kathode bei der galvanischen Abscheidung bildet, kann sowohl eine lose als auch dichte Schicht vieler Mikrokristallite sein.
Viele Faktoren beeinflussen die Schlammtextur, wie z.B. die Art des Stoffes und des Lösungsmittels, die Art und Konzentration der Ionen des Zielproduktes und der Fremdstoffe, die Hafteigenschaften der ausgefällten Partikel, die Anoden- und Kathodenstromdichte, die Umgebungstemperatur, die Diffusionsbedingungen und andere. Die Hauptvorteile der Methode sind die experimentelle Verfügbarkeit, die Mehrfachverwendung von Elektrolyten, die Arbeit mit Sekundärmaterialien und die Möglichkeit, den Prozess der Gewinnung ultradisperser Pulver zu steuern und zu überwachen.
Die Nachteile der Methode sind Nebenreaktionen, die in der Lösung mit der Bildung von Niederschlägen stattfinden und die entstehenden Pulver verunreinigen, sowie zur Passivierung der Elektroden führen, was die Produktivität der Anlage deutlich reduziert.
Studie von Arbeiten [27-57], die mit der Entwicklung von Methoden zur Gewinnung von ultradispersen Pulvern durch chemische Methoden ergab, dass die meisten ultradispersen Pulver eine hohe Oberflächenenergie haben, und den Versuch, sie zu reduzieren daher die ausgeprägte Neigung für die Integration in Aggregate und Agglomerate.
All dies macht es notwendig, nicht nur die Größe der einzelnen Partikel zu berücksichtigen, sondern auch die Größe ihrer Verbindungen.
Bei Aggregaten wird die Bindung zwischen den Kristallen als stärker angenommen, und die interkristalline Porosität ist geringer. Beim anschließenden Verdichten benötigen aggregierte Pulver höhere Temperaturen und/oder Druck als unaggregierte Pulver, um die gewünschte Porosität des Materials zu erreichen.
1.2.2 Technologien zur Gewinnung von Ultradisperse Pulver, die auf physikalischen Prozessen basieren.
Auf physikalischen Verfahren basierende Methoden gewährleisten die Umwandlung des Ausgangsmaterials in ein Pulver ohne merkliche Veränderung der chemischen Zusammensetzung.
Die am häufigsten verwendeten Methoden sind das Schleifen fester Materialien in Mühlen unterschiedlicher Bauart und Schmelzedispergierung.
Solche Methoden umfassen technologische Prozesse der Pulverherstellung, die mit physikalischen Umwandlungen der Ausgangsrohstoffe verbunden sind.
Dadurch unterscheidet sich das erhaltene Pulver in seiner chemischen Struktur wesentlich von einem Ausgangswerkstoff.
Zerstäubung der Schmelze
Diese Gruppe von Methoden basiert auf dem schnellen Versprühen und Abkühlen der Schmelze des Ausgangsmaterials.
In [58,59] wird die Technologie der Pulverherstellung mit einer Partikelgröße von mindestens 100 nm beschrieben.
Gleichzeitig haben die resultierenden Pulver mit Partikelgrößen von 0,5-10 µm eine Kristallstruktur und können daher als Nanomaterialien eingestuft werden und ihre Technologie kann auf die Nanotechnologie bezogen werden. Die Pulverherstellung mit diesem Verfahren kann in einer Schutzatmosphäre durchgeführt werden. Derzeit werden die folgenden drei Varianten dieser Technologie hauptsächlich zur Herstellung von nanokristallinen Pulvern eingesetzt. Kontaktkühlung mit einer wassergekühlten Scheibe oder Trommel. Die Autoren der Arbeit [60] verwenden eine schnell rotierende wassergekühlte Scheibe oder Trommel, dem das geschmolzene Material zugeführt wird.
Das Scheibenmaterial ist so gewählt, dass eine hohe Wärmeleitfähigkeit gewährleistet ist.
In der Regel wird als solches Material Kupfer verwendet.
Die Abkühlungsgeschwindigkeit von bis zu 108 K/s wird erreicht. Die Oberfläche der Trommel oder Scheibe ist rau (gezahnt).
Im Falle einer glatten Oberfläche ist es möglich, Folien, Bänder oder Drähte mit einer Dicke in der Größenordnung von 10-50 Mikron mit amorpher oder kristalliner Struktur zu erhalten.
Das resultierende Pulver hat eine schuppige Partikelform.
Diese Partikelform kann zu einer inhomogenen Struktur führen und Anisotropie der Eigenschaften in Produkten, die aus solchen Pulvern gebildet werden.
Dabei werden die durch das betrachtete Verfahren gewonnenen Pulver in der Regel zusätzlich mechanisch zerkleinert. Dies ist der Hauptnachteil der Methode.
Methoden der physikalischen Kondensation
Die am häufigsten verwendeten physikalischen Methoden zur Herstellung von ultradisperse Metallpulver, in der Tat, sie sind Dispersion-Kondensation, weil die erste Stufe ist die Dispersion des Metalls zu atomaren Dimensionen (Verdampfung), und dann die Kondensation.
Besonders hervorzuheben ist die Methode zur Gewinnung von ultradispersen Verbundpulvern, die eine Erwärmung der Substanz durch einen rhetorischen Strahl von Elektroden bei atmosphärischem Druck bis in den Dampfphasenzustand beinhaltet,
Kondensation durch Abkühlung der Dämpfe im Gasstrom und Trennung des entstehenden Zweiphasensystems.
In diesem Fall werden zwei Einzelelement-Stoffe erhitzt, wodurch sich Partikel aus festem, ultradisperse Verbundpulver vom Kern-Schale-Typ bilden [61].
Die Herstellung von Nanofasern ist viel schlechter untersucht worden als ultradisperse Pulver, weil sie noch nicht weit verbreitet sind.
Eine der am meisten untersuchten Methoden zur Gewinnung von Nanofasern ist die Wechselwirkung in der Gasphase mit anschließender Kondensation des Produktes auf einem festen Substrat.
Im Wesentlichen kann man diese Methode als die Methode der Verdampfung (Metall) – Kondensation (Oxid) bezeichnen.
Metall verdampft in irgendeiner Weise, und seine Dämpfe reagieren mit Sauerstoff. oder einem anderen Gas bei hoher Temperatur, kondensiert das Reaktionsprodukt dann auf einem festen Substrat [62,63].
Mechanische Zerkleinerung
Die mechanische Zerkleinerung von Materialpartikeln ist eine der gängigsten Methoden zur Herstellung von Pulvern.
Besonders leicht lassen sich Pulver auf Basis spröder Werkstoffe herstellen.
Kunststoffpulver, hochfeste und amorphe Materialien sind schwieriger zu erhalten.
In diesem Fall erhöht sich die Gefahr der übermäßigen Erwärmung des Materials und seiner Verunreinigung mit Verschleißprodukten von Arbeitsteilen der technologischen Anlagen [64].
Für die mechanische Vermahlung mit Mühlen:
die Reduzierung der Materialkorngröße ist das Ergebnis einer intensiven Zerkleinerung zwischen den Bedienelementen der Mühle.
In Rittingers Theorie ist die Energie, die zum Mahlen verwendet wird, direkt proportional zur neu gebildeten Oberfläche.
Bei der Zerkleinerung von Materialien wie Kupfer, Bronze, Aluminium hat sich bestätigt, dass bei der Grob- und Feinmahlung nach der Theorie von Rittinger die neu gebildete Oberfläche direkt proportional ist, proportional zu der zum Mahlen verwendeten Energie bzw., äquivalent zu einer Kugelmühle, zur Mahldauer [65].
Abbildung 1.3 zeigt die Abhängigkeit für einige Materialien vom Oberflächenwachstum des Materials ΔS (und damit die durchschnittliche Partikelgröße zu reduzieren) von der Dauer des Mahlprozesses während der Feinvermahlung des Materials in der Chargenmühle.
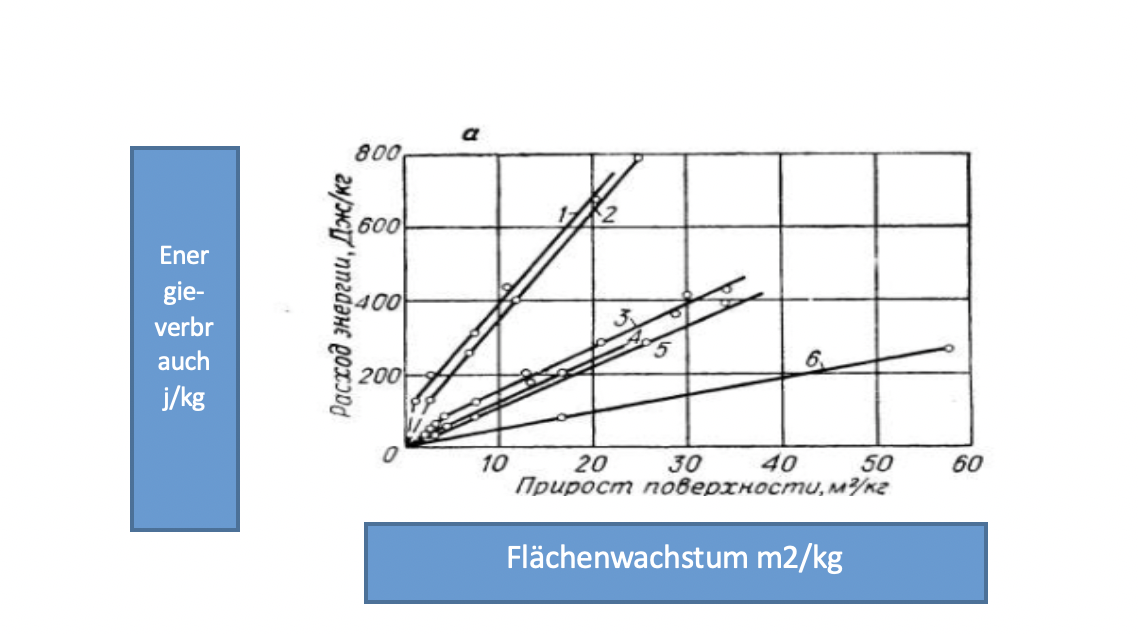
Bild 1.3 – Abhängigkeit des Oberflächenwachstums beim Schleifen
- Siliziumoxid; 2 – Schiefer; 3 – Anthrazit; 4 – Barium t; 5 – Harzkohle; 6-Braunkohle.
Die durchschnittliche Partikelgröße, die durch mechanisches Mahlen von Pulvern erzielt wird, kann im Bereich von 30 nm liegen. Für die Zerkleinerung von Metallen werden Hochenergiemühlen (Attritoren und Simoloyer) mit feststehender Körpertrommel und Rührwerken, die die Bewegung der Kugeln in der Trommel übertragen, eingesetzt [66-68].
In diesem Fall ist das gemahlene Material hauptsächlich das Ergebnis von Abrieb und nicht von Schlag. Der Hauptnachteil des Verfahrens ist die Verunreinigung des Pulvers durch Verschleiß an den Arbeitsteilen. Beim Gegenstrommahlverfahren in der Wirbelschicht werden die Pulverpartikel durch Kollision miteinander zerkleinert. Die Prozesse der gegenseitigen Kollision von im Gasstrahl auf hohe Geschwindigkeiten beschleunigten Teilchen finden in der Mitte der Wirbelschicht statt, die von diesen Partikeln gebildet werden.
Nur ein sehr kleiner Teil der Partikel kommt mit den Wänden der Kammer, in der der Mahlvorgang durchgeführt wird, in Berührung.
Die Partikel werden durch einen Inertgasstrom aus der Mahlzone in den oberen Teil der Anlage, der mit einem Abscheider zur Partikelgrößenabscheidung ausgestattet ist, abgeführt. Partikel, die kleiner als eine bestimmte Größe sind, werden mit dem Gasstrom zum Filtersystem transportiert, wo sie aus dem Gasstrom abgeschieden und in den Vorratstrichter geleitet werden. Die groben Partikel werden durch den Abscheider in die Mahlzone zurückgeführt.
1.3 Methoden der ultradispersen Pulverstabilisierung
Eines der Hauptprobleme bei der Entwicklung von Metall-Polymer-Kompositen mit ultradispersen Pulvern als Füllstoff von Metallen, ist ihre hohe Oberflächenenergie, die zu ihrer Agglomeration und ungleichmäßigen Verteilung in der Matrix führt.
Die so gewonnenen Verbundwerkstoffe verlieren nicht nur die von der Einführung ultradisperser Pulver erwarteten Eigenschaften, sondern sind auch heterogene Werkstoffe mit verschlechterten physikalischen und mechanischen Eigenschaften. Dies erklärt das wachsende Interesse an Methoden zur Stabilisierung von ultradispersen Pulvern.
Aus der Literatur sind verschiedene Methoden zur Stabilisierung ultradisperser Pulver bekannt [69-73], einschließlich der Verwendung verschiedener umhüllender (kapselnder) Substanzen, Passivierung, Stabilisierung durch kolloidale Methoden. Um die Agglomeration von Partikeln zu verhindern, verwendet der Autor der Arbeit [74] Oberflächenaktive Stoffe [Tenside].
Diese Methode basiert auf der Verarbeitung des resultierenden ultradispersen Pulvers mit Lösungen verschiedener Tenside zur Reduzierung der Oberflächenenergie. Allerdings ist es nicht immer möglich, diese Methode der Strukturerhaltung zu nutzen; außerdem können Tenside die Haltbarkeit ultradisperser Pulver nicht signifikant erhöhen und lassen sich nur schwer von der Partikeloberfläche entfernen. In verdünnten Suspensionen kann die Agglomeration durch elektrostatische Abstoßung verhindert werden [75].
Kontrollierte Einspritzung
Der Elektrolyt erzeugt eine elektrische Doppelschicht, und die Agglomeration wird verhindert, wenn die elektrostatischen Abstoßungskräfte die der Van der Walsow-Schwerkraft übersteigen.
Das Ergebnis sind ultradisperse Oxidpulver. Falls erforderlich, können ultradisperse Metallpulver durch Wärmebehandlung in einem reduzierenden Medium hergestellt werden. Die Autoren [76] befassen sich mit der Frage der Stabilisierung ultradisperser Pulver mit organischen Pigmenten, Polyglykolen, Gelatine, Polyacrylaten von Natrium oder Kalium. Der Stabilisator wird als Lösung in destilliertem Wasser hergestellt.
Die Extraktion von ultradispersen Pulvern in das entstehende Medium erfolgt in atomarer und/oder ionischer Form durch chemische oder elektrochemische Reaktionen unter Bildung von Metallpartikel. Die von Schichten aus Stabilisatormolekülen umgebenen Partikel behalten ihre Eigenschaften im System Wasser/Stabilisator/Partikel mindestens 12 Monate lang.
Es ist bekannt, dass ultradisperse Aluminiumpulver in Zusammensetzungen zur Herstellung von Verbundwerkstoffen weit verbreitet sind [77-78]. Ultra-dispergierte Pulver, die im Prozess der elektrischen Explosion von Draht erhalten werden, sind stark agglomeriert.
Die Vermeidung von Agglomerationen ist möglich durch die Bildung einer Partikel Schale mit einem höheren Schmelzpunkt bei der Bildung der Partikel selbst.
In der Arbeit [72] wurde gezeigt, dass es möglich ist, die Agglomeration von Aluminiumpartikeln durch die Bildung von Al2O3-Schalen auf der Oberfläche der Partikel im Prozess der Pulverherstellung zu reduzieren. Um die Menge an Al2O3 in den Nanopartikeln zu reduzieren, kann Kohlenstoff oder Aluminiumcarbid verwendet werden.
Aluminiumpulver wird auch in einem inerten, methanhaltigen Umfeld durch Anwendung einer Mikrobogenentladung gewonnen.
Die Oberfläche der einzelnen Partikel bildet eine Kohlenstoffschale, aber der Großteil der Partikel befindet sich in der Kohlenstoffmatrix, was eine spätere Aufbereitung der Mischung nicht zulässt.
Darüber hinaus enthält das resultierende Pulver kein Aluminiumcarbid, sein Fehlen kann durch die schnelle Abkühlung der Aluminiumpartikel erklärt werden.
Bei einer elektrischen Explosion erzeugen Drähte in einer kohlenstoffhaltigen Umgebung Bedingungen für die Bildung von Karbidpartikeln: Aluminiumpartikel, die sich nach der Kondensation bilden, haben eine hohe (über 2000oC) Temperatur, und ihre Abkühlung findet in einer Gasumgebung statt.
Die Arbeit [79] stellt Untersuchungen zur möglichen Abtrennung von ultradispersen Pulverpartikeln aus Agglomeratkomponenten mittels Ultraschall in Alkohol vor.
Die Partikelgröße der resultierenden ultradispersen Pulver beträgt 10 nm.
Die Autoren der Arbeiten [80, 81] schlagen vor, zur Stabilisierung ultradisperser Pulver sowohl mechanisches Rühren als auch Ultraschallbehandlung einzusetzen. Dadurch wird die Sedimentationsstabilität der Suspension mit hochdispergierten Partikeln gewährleistet. Um hoch geordnete Silbernanopartikel mit einer Ligandenhülle zu erhalten, werden 3-6 mol/g Natriumoleat und 10 mol/g Natriumborhydrid zu einer hochviskosen wässrigen Lösung aus Polyvinylalkohol oder Gelatine gegeben.
Die Reaktion findet ohne Rühren statt. Sie erhalten Partikel mit Ligandenhülle und geringem Aggregationsgrad [82]. In der Literatur [83] wird die Methode zur Gewinnung von Metallpolymerpartikeln vorgeschlagen.
Komposit-Polymerwerkstoff auf der Basis ultradisperser Silberpulver, der als Stabilisator von Carboxymethylchitinpartikeln mit einer Konzentration von 2-4 Massen-% verwendet wird.
Interessant ist auch die in [84] beschriebene Methode zur Herstellung von Kupferpulver mit erhöhtem Gehalt an Nanofraktion. Um das Ziel zu erreichen, schlugen die Autoren einen optimierten Elektrolyseprozess vor, angesichts des signifikanten Einflusses auf die Größe der Kupfer-Sedimentpartikel, Konzentrationen der Hauptbestandteile des Sulfat-Elektrolyten.
Um die durchschnittliche Partikelgröße des Pulvers im Elektrolyten zu reduzieren, wird außerdem funktionelle Additive, nämlich Gelatine und Polyethylenglykol. Nach den Forschungsergebnissen war der effektivste Weg die Einführung von Gelatine in den Elektrolyten.
Die Hauptaufgabe von Stabilisatoren ist es, eine möglichst hohe Dispersion ultradisperser Pulver zu erreichen. In der Arbeit [85] wurde festgestellt, dass die Aktivität von Nanopartikeln mit der Oberfläche des Mediums, das einen polymeren Modifikator und eine feste Phase enthält, zunimmt.
Je kleiner die Partikelgröße ultradisperser Pulver ist, desto mehr Kontaktpunkte hat es mit dem Polymer und desto intensiver ist seine Wechselwirkung.
Es kann angenommen werden, dass die Rolle des Polymers in Kombination mit intensiver mechanischer Beeinflussung der Wassersysteme von Pigmenten und Füllstoffen die Adsorption an der Oberfläche der Partikel mit der Bildung von Schutzschichten ist,
und mechanische Aktivierung desagglomeriert die Assoziationen und aktiviert die Primärpartikeloberfläche.
Dies lässt sich durch die folgenden Punkte veranschaulichen.
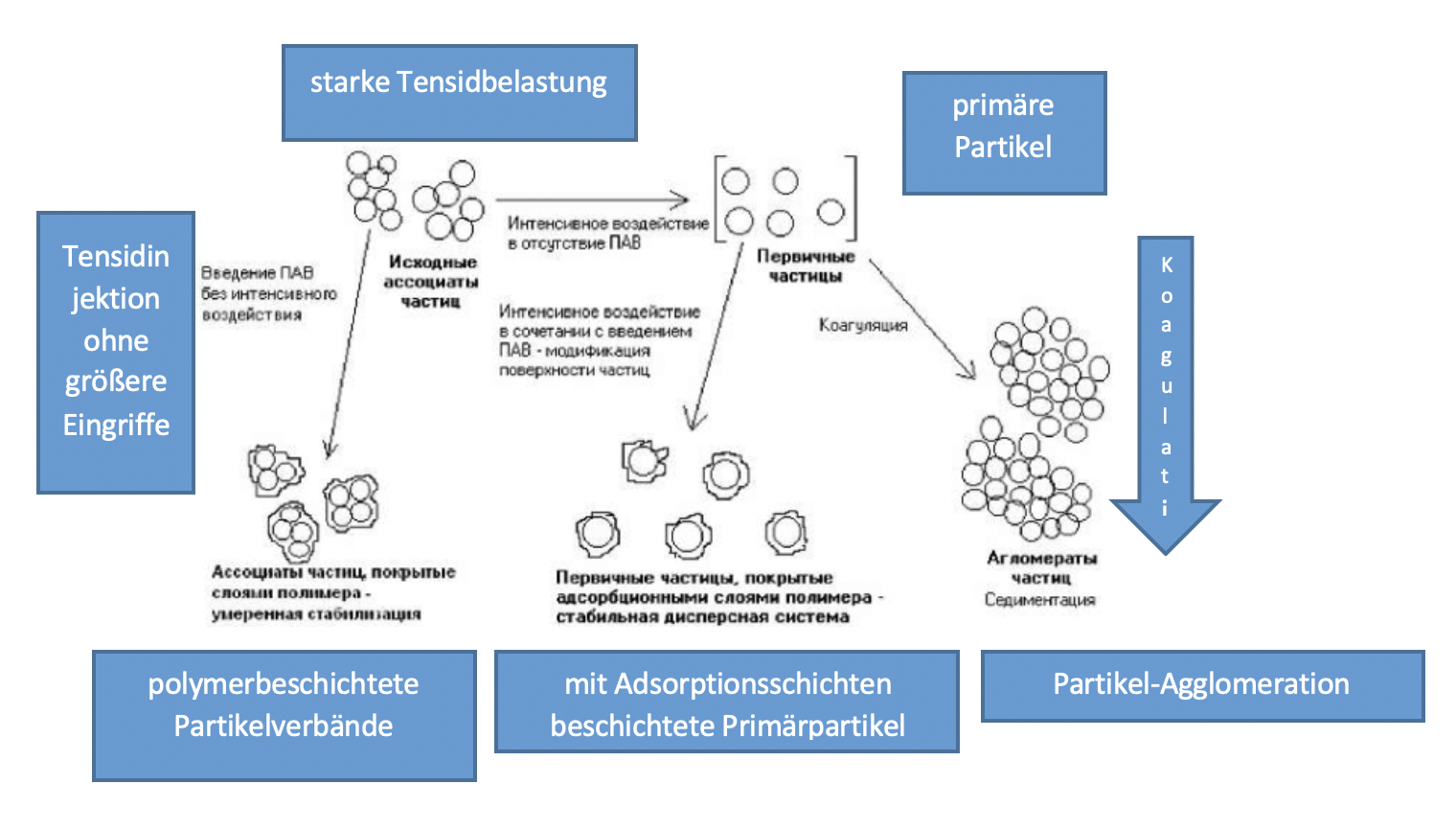
Abbildung 1.4 – Auswirkungen intensiver mechanischer Einwirkungen auf Dispersion von wässrigen Pigment- und Füllstoffsystemen in Gegenwart und in Mangel an polymeren Stabilisatoren
In Abwesenheit von Polymerstabilisatoren führt die Mechanoaktivierung zu einer Partikelvergrößerung, die Partikelassoziationen im Prozess der Mechanoaktivierung werden in Primärpartikel mit aktivierter Oberfläche dispergiert, die schnell koagulieren und zu Agglomeraten werden.
In Gegenwart des Polymers der Dispersionsprozess wird durch die Bildung von Schutzfilmen „fixiert“. So ist es dank der Polypyrrhlochschicht möglich, Kupfer-, Nickel-, Eisenpulver usw. vor der Oxidation durch Luftsauerstoff zu schützen.
Die Methode ist insofern praktisch, als dass zum Schutz vor Oxidation keine Zuweisung aus der Dispersion notwendig ist.
Die Schutzschicht ist elektrisch leitfähig, blockiert aber nicht die magnetischen Eigenschaften der Partikel und verbindet sich gut mit der biologischen Umwelt. [86,87].
Das Verfahren zur Gewinnung von ultradispersen Metallpulvern [88], einschließlich der Herstellung von direkte mizellare Dispersion eines Reduktionsmittels auf Basis einer wässrigen Lösung Kationische Tenside mit Halogengegenionen und Ionenrückgewinnung von Metallen in einem reinen Mizellensystem, das sich dadurch unterscheidet, dass die Rückgewinnung wird mit hydrophiler Zugabe von organischer Säure, Herstellung einer mizellaren Lösung eines Tensids mit Salz des erhaltenen Metalls und Reduktion der Metallionen durch Kombination dieser beiden Lösungen durchgeführt wenn gerührt, um die Dispersion von Metallpartikeln zu erhalten, nach der Rückgewinnung von ultradispersen Pulvern erhalten schützen die Polypyrrloch-Beschichtung Polymerisation von Pyrrlochsalz durch Ansäuern der oben genannten Dispersion von ultradispersen Metallpulvern mit Mineralsäure, Zugabe von Pyrrloch, Wasserstoffperoxid und Mischen.
Heutzutage ist die von den Autoren von [89] vorgeschlagene Methode zur Gewinnung von Dispersion von nanoskaligen Metallpulvern weithin bekannt, die eine Oxidations-Reduktionsreaktion der entsprechenden Metallbildung in der Umgebung von Kohlenwasserstoffen mit der Zugabe von schwefelhaltigen Tensiden unter der Einwirkung von Ultraschall-Schwingungsenergie beinhaltet, gekennzeichnet durch die Verwendung von Alkyliol, Dialkylsulfiden, Dialkyldisulfiden, Dialkyltiocarbamaten oder Alkylthiophenol als Schwefeltenside, wobei Tenside in Mengen zugesetzt werden, die auf der Basis der Nanopartikelbildung, in geringerem Maße der monomolekularen Schicht, bestimmt werden.
Weit bekannt sind auch die Methoden [90-93], die darin bestehen, ultradisperse Kupferpulver in wässrigen Medien zu erhalten, und destilliertes Wasser wird als Lösungsmittel verwendet, und als stabilisierende Komponenten eingesetzt verschiedene organische und anorganische Stabilisierungskomponenten und verschiedene organische und anorganische Stabilisierungskomponenten werden als Stabilisierungskomponenten eingesetzt.
Organische Stabilisierungskomponenten können Polyglykole, Polyvinylpyrrolidon, Polyacrylate von Kalium, Natrium, Gelatine, anorganische Stabilisierungskomponenten – Ammoniumcitrate, Kalium, Natrium sein.
Zusätzlich werden die Pulver mit 0,05 – 0,10%igen Stearinsäurelösungen und 1-2%iger Hydrochinonlösung behandelt, um sie vor Sauerstoff-Oxidation an der Luft und zur Erhöhung der Stabilität zu modifizieren.
Die gewonnenen Pulver zeichnen sich durch eine gute Langzeitstabilität über mehrere Monate aus.
Die Autoren der Arbeit [94] als Flüssigkeit zum Auflösen von Salz waren wurde ein wasserlöslicher Komplex auf der Basis verschiedener Aminderivate mit antiseptischen Eigenschaften ausgewählt. Die Lösung wurde mittels Ultraschallbehandlung bei erhöhter Temperatur dispergiert. Bei der Dispergierung wird die Salzhülle durch gleichzeitige Bildung der organischen Hülle auf den oberflächlichen Metallpartikeln entfernt, wodurch deren Stabilisierung gewährleistet wird.
Die Untersuchung der Suspension nach 100 Tagen Alterung bei Raumtemperatur hat gezeigt, dass alle Eigenschaften der Suspension stabil blieben.
1.4 Metall-Polymer-Verbundwerkstoff
Die mit ultradispersen Pulvern verstärkten Werkstoffe werden durch Methoden der Pulvermetallurgie gewonnen, die durch Kristallisation, intensive plastische Verformung, plasmachemische, detonative, mechanische, selbstausbreitende Hochtemperatursynthesen, Pyrolyse, Elektroschock, Elektrolyse und andere kontrolliert werden. Bis heute ist eine beträchtliche Menge an experimentellen Daten zu Nanomaterialien zusammengetragen worden [95-98].
Es ist jedoch aus mehreren Gründen schwierig, Materialien zu erhalten. Die erhaltenen Materialien sind also in der Regel thermodynamische Nichtgleichgewichtssysteme mit defekter Struktur und überflüssiger Oberflächenenergie, machen die Nanopartikel klebrig und aggregieren. Zudem sind Nanopartikel chemisch aktiv und verlieren bei der Wechselwirkung mit anderen Substanzen oft ihre einzigartigen Eigenschaften.
Im Bereich der Herstellung von Verbundwerkstoffen mit Polymermatrix wurden methodische Ansätze und Technologien zur Gewinnung neuer nanostrukturierter metallhaltiger Verbundwerkstoffe entwickelt, sowohl durch die Einführung ultradisperser Füllstoffe als auch durch die Gewinnung von Nanopartikeln direkt in der Polymer- und Oligomermatrix [99].
Die Modifizierung von Polymeren mit ultradispersen oder nanodispersen Verbindungen gewährleistet eine maximale Strukturierung der Polymermatrix auf verschiedenen Ebenen und die Erzielung von Materialien mit einzigartigen mechanischen, elektrischen, optischen und anderen Eigenschaften, die für traditionelle Kompositmaterialien oft unerreichbar sind.
Bei der Aufnahme von polymeren Kompositen kann die Thermolyse von metallhaltigen Monomeren, die galvanische Abscheidung von Metall in einer porösen Struktur, die Polymerisation und die Polykondensation auf bestimmten Modi, die die Aufnahme von nanoskaligen Partikeln oder Clustern direkt in einer polymeren Matrix ermöglichen, verwendet werden [100].
Ultradisperse Pulver aus Metallen und ihren Oxiden entstehen durch molekulare Dispersion (Zerstäubung oder Reduktion) mit anschließender Kondensation von atomarem Metall in Nanopartikeln oder Verdampfung in atomarem Metallplasma auf dünnen Polymersubstraten, elektrolytische Abscheidung Metalle in der nanoporösen Struktur von Polymermatrizen [101, 102].
Gleichzeitig verbessern sich ihre thermophysikalischen und physikalisch-mechanischen Eigenschaften:
Die Dehngrenze in der Kompression steigt, und ihre Wärmebeständigkeit sinkt um 20% linearer Wärmeausdehnungskoeffizient.
Die Herstellung neuer Nanomaterialien auf der Basis von schwer zu verarbeitenden Polymeren (Fluorkunststoffe, ultrahochmolekulares Polyethylen, Polyimide, aromatische Polyamide, Polyester) ist durch eine Aktivierungsbehandlung zur strukturellen Modifikation von Bauteilverbunden möglich.
Es fördert die Bildung von nanostrukturierten Materialien durch die gleichzeitige Anordnung der Anfangsphasen im Nanobereich, chemische Wechselwirkung der Komponenten auf atomarer Ebene durch mechanisch-chemische Umwandlungen, Verbesserung ihrer Adhäsionswechselwirkung [103].
1.4.1 Technologien zur Herstellung metallgefüllter Verbundwerkstoffe mit Fluorkunststoffmatrix
Die Verarbeitung und Herstellung von gefüllten Verbundwerkstoffen auf F-4-Basis erfolgt hauptsächlich durch pulvermetallurgische Verfahren und unterscheidet sich wesentlich von der Herstellung von Verbundwerkstoffen auf der Basis anderer thermoplastischer Polymere, wie z.B. PE, die durch die hohe Viskosität des Polymers auch bei Schmelztemperaturen sowie die Inertheit verursacht wird, die es nicht erlaubt, eine hohe Wechselwirkung der Füllstoffkomponenten mit der Matrix zu realisieren [104].
Der technologische Prozess der Herstellung von metallgefüllten Fluorkunststoff-Verbundmaterialien besteht aus Folgenden aufeinander folgenden Stufen: Vorbereitung der Komponenten; Vorbereitung der Verbundmischung; Pressen; Sintern der Pressen; Kalibrierung. Bei der Herstellung von Verbundwerkstoffen als Ausgangsmaterial werden mechanische Mischungen aus Pulver F-4 und dispergierter Verstärkungsphase verwendet.
Es gibt zwei Hauptmöglichkeiten, um Mischungen von Fluorkunststoff-Verbundmaterialien zu erhalten:
1) Mischen und Mahlen von Pulver F-4 und Füllstoff auf mechanischen Rührwerken und Mühlen [105];
2) Koagulation der F-4D-Suspension zusammen mit dem Füllstoff [106].
Im ersten Fall sind die besten Ergebnisse durch Mischen bei niedrigen Temperaturen (Kühlung mit flüssigem Stickstoff) oder im Schockmodus gegeben, da F-4, das eine faserige Struktur hat, bei normaler Temperatur leicht zusammenkleben und die gleichmäßige Verteilung des Füllstoffs verhindern [107].
In der Regel ist die Hauptmethode zur Gewinnung von gefüllten Fluorkunststoff-Kompositmaterialien das Mischen von F-4-Pulver mit Füllstoffen und das anschließende Schmelzen des geformten Systems.
F-4 ist gekennzeichnet durch eine hohe Schmelzviskosität, es ist sehr schwierig, auf diese Weise eine gute Homogenität des Systems zu erreichen und eine Agglomeration von dispergierten Füllstoffen auszuschließen.
Aus diesem Grund wurden andere Ansätze entwickelt, um Nanokomposite herzustellen für auf der Basis von F-4 und anderen thermoplastischen Polymeren.
So wurde eine Methode zur Behandlung von ultradispersen Pulvern mit Substanzen mit reduzierter Oberflächenenergie vorgeschlagen.
Ultradisperse Pulver erzeugen, wenn sie mit Polymeren und Metallpulver in Planetenmühlen gemischt werden, anorganische Materialien mit gleichmäßig verteiltem Füllstoff im gesamten Volumen des Polymers. Eine solche Aktivierung verändert jedoch die Ausgangspartikel des Metallpulvers stark und verwandelt sie in Kapseln von 10-70 nm, die mit einer dünnen Polymerschicht mit niedriger Oberflächenenergie überzogen sind.
Solche Partikel eignen sich am besten zur Fixierung in der Matrix, während gleichzeitig die Partikelform optimal ist in Bezug auf die Partikelwechselwirkung mit einer Polymeroberfläche.
Daher ist die Verwendung von Methoden, die die Verformung von Kompositpartikeln ausschließen, am optimalsten für die Herstellung von Komposit-Nanomaterialien [108-111].
Unterschiede in den Ergebnissen von [112-114] Forschungen über Mikro- und Nanokompositmaterialien zeigen, dass, wenn sich die Größe der Elemente von Kompositmaterialien der Nanoebene nähert, die Reaktivität von F-4 zunimmt und sein Einfluss auf die Eigenschaften anderer Komponenten von Kompositmaterialien zunimmt.
Die beobachteten Effekte können zur Herstellung neuer, vielversprechender Materialien genutzt werden.
Das Einbringen mechanisch aktivierter ultradisperser Keramikpartikel führt zur Bildung hitzebeständiger Polymere und insbesondere in F-4-Maschenstruktur auf der Reibungsfläche.
Diese Schicht dient als Schutzschild, um Kontaktverformungen zu lokalisieren und das Material vor Verschleiß zu schützen.
Entwickelte Antifriktionsmaterialien auf der Basis von F-4 und aktivierten synthetischen ultradispersen Keramiken, natürliche Füllstoffe (Zeolithe, Diamantabfälle) zeichnen sich durch eine erhöhte Verschleißfestigkeit (100-370-fach) und Verformungsfestigkeitseigenschaften (um 20-30 %) im Vergleich zum ursprünglichen Polymer aus [115].
Daher ist die Herstellung von Metall-Polymer-Nanokompositen vielversprechend, da sie es ermöglicht, Materialien mit hohen und manchmal einzigartigen Eigenschaften zu erhalten.
Allerdings sind Nanomaterialien aus verschiedenen Gründen schwer zu beschaffen. So sind die entstehenden Nanomaterialien in der Regel thermodynamisch Nicht-Gleichgewichtssysteme mit defekter Struktur, und überschüssige Oberflächenenergie lässt die Partikel zusammenkleben und aggregieren.
Darüber hinaus sind Nanopartikel chemisch aktiv und verlieren oft ihre einzigartigen Eigenschaften, wenn sie mit anderen Substanzen in Wechselwirkung treten [116].
Die zweite Möglichkeit zur Herstellung von Verbundwerkstoffen auf der Grundlage von Fluorkunststoff sorgt für eine bessere Mischung der Komponenten.
Das Mischen erfolgt in Lösungen von Alkohol, Aceton, destilliertem Wasser usw., manchmal werden oberflächenaktive Zusätze in die Suspension injiziert, um die interpartiale Wechselwirkung zu verbessern [117]. Gleichmäßigste Verteilung des Füllstoffs in der Matrix, wodurch die physikalischen und mechanischen Eigenschaften verbessert werden.
Kompositmaterialien werden in Mischern vom Typ Kolloidmühle gewonnen, die in der häuslichen Praxis weit verbreitet sind [118].
Das statische Kaltpressen von Kompositmischungen mit einem Druck von 50-70 MPa gewährleistet ihre primäre Monolithisierung und gibt den Produkten eine bestimmte Form.
Die endgültige Bildung der Struktur und der Eigenschaften von Verbundwerkstoffen erfolgt beim Sintern bei Temperaturen von 360-390 ° C und einer Haltezeit von 15-20 Minuten pro mm Probendicke.
Das Sintern kann entweder frei oder unter Druck erfolgen. Der Druck wird durch äußere Belastung oder durch die Begrenzung der thermischen Ausdehnung des Formteils beim Sintern in einer geschlossenen Form erzeugt, wodurch eine höhere Wechselwirkung der Komponenten von Verbundwerkstoffen und eine geringere Porosität des Materials erreicht wird. Ein wichtiger Faktor ist die Abkühlungsgeschwindigkeit des Werkstücks nach dem Sintern.
Bei niedrigen Abkühlungsgeschwindigkeiten bildet sich eine dichtere Struktur aus, die für erhöhte Festigkeitseigenschaften sorgt.
1.4.2 Fertigungstechniken für metallgefüllte Verbundwerkstoffe Polyethylen-Matrix-Materialien
Die Wahl von Polyethylen als Polymermatrix ist verbunden mit hoher Festigkeit, Rissbeständigkeit in aggressiven Umgebungen, Hitzebeständigkeit, Frostbeständigkeit, niedrigem spezifischen Gewicht, der Fähigkeit, ultraviolette Strahlen durchzulassen und radioaktive Strahlung zu absorbieren, guten dielektrischen Eigenschaften, guter Recyclingfähigkeit in Produkten.
Aufgrund dieser Eigenschaftskombination findet Niederdruckpolyethylen breite Anwendung in der Chemie-, Erdöl-, Elektrotechnik-, Kohle-, Luftfahrt-, Forst-, Holz-, Leicht- und Lebensmittelindustrie, Schwer- und Verkehrstechnik, Medizin, Landwirtschaft, Werkzeugmaschinen-, Instrumenten- und Schiffsbau usw.
Verwendung von Niederdruck-Polyethylen als Formen für Metall-Polymer-Verbund-Antifriktionsmaterialien ist nicht nur der Wirtschaftlichkeit geschuldet, sondern trägt auch zum technischen Fortschritt bei – Verringerung des Gewichts der Produkte, Erhöhung ihrer Lebensdauer, Verringerung der Arbeitsintensität der Herstellung usw. [119-122].
Die wichtigsten Methoden zur Verarbeitung von Verbundwerkstoffen mit Niederdruck-Polyethylenmatrix sind das Spritzgießen und die Extrusion.
Das günstigste Verfahren zur Herstellung von thermoplastischen Polymerprodukten ist das Spritzgießen.
Trotz der Tatsache, dass die Kosten für die Ausrüstung in diesem Prozess hoch genug sind, besteht sein unbestreitbarer Vorteil in der hohen Produktivität.
Bei diesem Verfahren wird die dosierte Menge des geschmolzenen thermoplastischen Polymers Injektion unter Druck in eine relativ kalte Form gegeben, wo es als Endprodukt aushärtet. Das Verfahren besteht darin, ein compoundiertes Kunststoffmaterial in Form von Granulat, Pellets oder Pulver aus einem Bunker in bestimmten Abständen in einen beheizten horizontalen Zylinder zu geben, wo seine Erweichung stattfindet. Der Hydraulikkolben liefert den Druck, der erforderlich ist, um das geschmolzene Material durch den Zylinder in eine Form am Ende des Zylinders zu drücken.
Wenn sich die Polymermasse entlang der heißen Zone des Zylinders bewegt, wird eine Flüssigphasenmischung durchgeführt.
Verbundmaterial mit einer Schneckenschraube, die dafür sorgt, dass der Füllstoff gleichmäßig über das gesamte Volumen der Matrix verteilt wird.
Das geschmolzene Kunststoffmaterial wird dann durch ein Formloch in den Formsockel eingespritzt.
In seiner einfachsten Form ist die Form ein System aus zwei Teilen: ein Teil ist in Bewegung, der andere Teil ist stationär.
Der stationäre Teil der Form wird am Ende des Zylinders befestigt und der bewegliche Teil wird entfernt und angelegt.
Eine spezielle mechanische Vorrichtung wird verwendet, um die Form dicht zu schließen. Zu diesem Zeitpunkt wird geschmolzenes Kunststoffmaterial mit einem Druck von 1500 kg/cm2 gespritzt. Der mechanische Verschluss muss auf die gleiche Weise ausgeführt werden, um hohen Betriebsdrücken zu widerstehen. Gleichmäßiger Fluss von geschmolzenem Material in den Innenbereichen der Formen werden auf eine bestimmte Temperatur vorgewärmt. Normalerweise liegt diese Temperatur etwas unter der Erweichungstemperatur des zu verpressenden Kunststoffs.
Nach dem Füllen der Form mit geschmolzenem Polymer wird sie mit zirkulierendem kaltem Wasser abgekühlt, und dann geöffnet, um das fertige Produkt zu entnehmen. Dieser Zyklus kann sowohl im manuellen als auch im automatischen Modus viele Male wiederholt werden [123-125].
Die supramolekulare Struktur polymerer Produkte bestimmt hauptsächlich ihre physikalisch-mechanischen und betrieblichen Eigenschaften, die durch das Einbringen verschiedener modifizierender Substanzen in das Material gesteuert werden können [126-128].
Die Autoren der Werke [129] untersuchten den Einfluss und die technologischen Parameter von modifizierenden Additiven auf die Struktur und die Eigenschaften von Niederdruckpolyethylen als Matrix für durch Extrusion erhaltene Verbundmaterialien. Es ist bekannt, dass diejenigen, die für die Eigenschaften von Extrusionsprodukten verantwortlich sind, die Oberflächen sind, die ihre strukturelle Heterogenität verursachen und die Gesamtspannungen konzentrieren.
Der Verbundwerkstoff aus dem anfänglichen Niederdruck-Polyethylen ist durch eine inhomogene, für Extrusionsprodukte typische, supramolekulare Struktur gekennzeichnet [130].
Bei einer Schneckendrehzahl von 20 U/min ist das Verbundmaterial der Außenfläche also durch eine verformte Struktur gekennzeichnet, das Innere mit runden, gut definierten Sphärolithen. Mit zunehmender Drehzahl nimmt die Verformung der Strukturkomponenten ab.
Unverformte Sphärolite mit einem Durchmesser von 3 – 4 Mikrometern werden an der Innenfläche der betrachteten Proben beobachtet.
Folglich sollte für die Aufnahme der Kompositmaterialien durch eine Spolyäthylenmatrix eine Methode der Extrusion durch den erhöhten physiko-mechanischen Indikatoren technologischen Prozess ausgegeben werden bei minimalen Schneckendrehzahlen, was die Schneckenleistung deutlich reduziert.
Kapitel 2 Materialien, Ausrüstung und Methoden der experimentellen Forschung
2.1 Anlage zur Herstellung von ultradispersivem Kupferpulver
Um ultradispersives Kupferpulver zu erhalten, wurde eine Anlage entwickelt, deren Gesamtansicht in Abbildung 2.1 dargestellt ist.

Abbildung 2.1 – Gesamtansicht der Anlage für ultradisperse Kupferpulver
Das Funktionsprinzip basiert auf der elektrochemischen Methode zur Gewinnung von Pulver, die aufgrund der Variation der Elektrolysebedingungen, der Stromdichte und des Elektrodenpotenzials die Kontrolle der Geschwindigkeit der Elektrodenreaktionen und aufgrund dieser Produktivität die chemische Zusammensetzung ermöglichen und durch zusätzliche Zusätze (Stabilisatoren, Komplexbildner usw.) in Größe und Form der hergestellten Pulver.
Die Universalität der Methode besteht darin, dass sie die Verwendung von kompakten Metallen, Legierungen, Oxiden, Salzen, einschließlich metallhaltiger Materialien, die in Form von Schrott wiederverwertet werden können, als Rohstoffbasis ermöglicht.
Verfahrensschema der Anlage zur Herstellung von ultradispersen Kupferpulvern
Das technologische Schema der Vorrichtung zur Gewinnung von ultradispersen Kupferpulvern kann in Form von drei Blöcken dargestellt werden: ein Elektrolyse-Block, ein Block zur Trennung vom Elektrolyten und die Trocknung von ultradispersen Pulvern, die Prozesssteuereinheit.
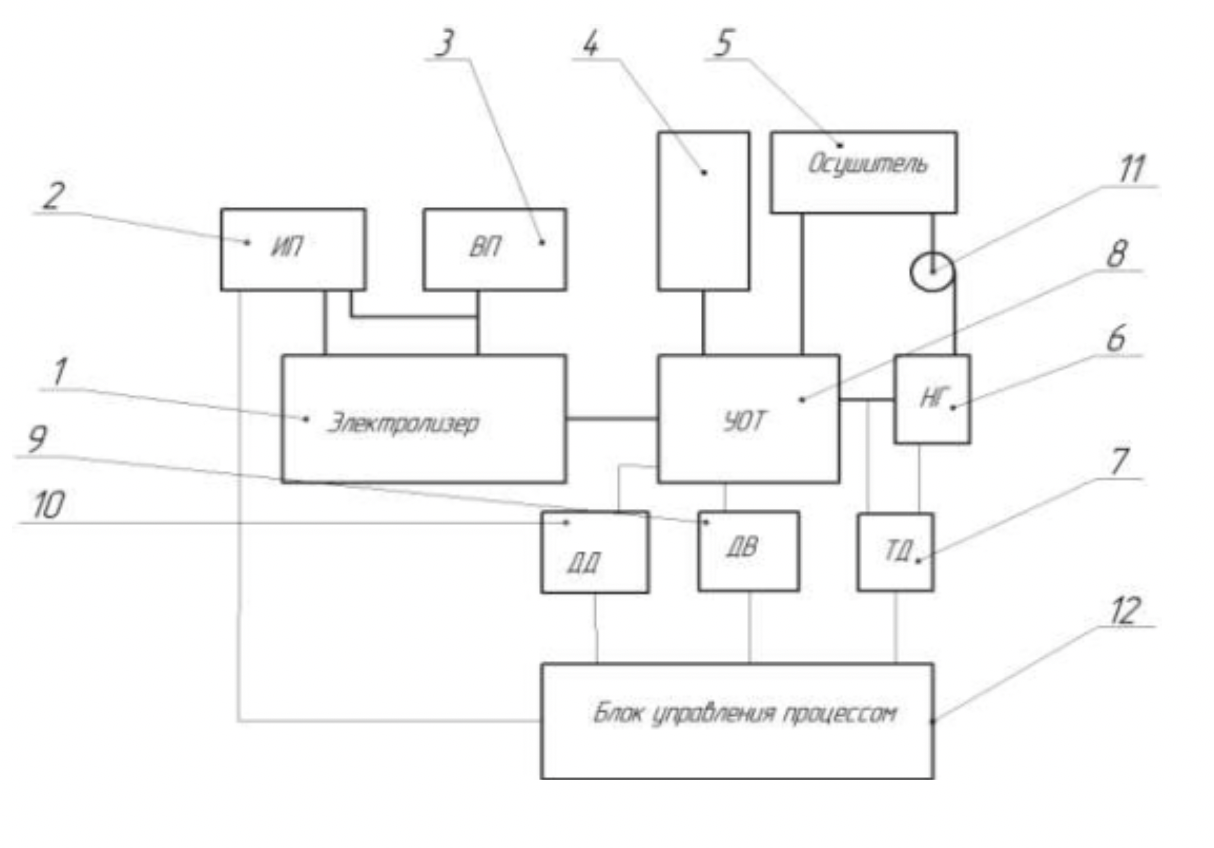
Abbildung 2.2 – Diagramm der Kerninstallation zur Herstellung stabilisierter ultradisperser Kupferpulver
1 – Elektrolyseur; 2 – Stromquelle; 3 – Vibrationsantrieb; 4 – Destillattank; 5 – Feuchtigkeitsadsorber;
6 – Gasheizung;
7 – Thermoregler;
8 – Trennvorrichtung;
9 – Feuchtigkeitssensor (Hygrometer);
10 – Drucksensor;
11 – Verdichter; 1
12 – Prozesssteuereinheit
Elektrolyseeinheit, bestehend aus einer Elektrolysezelle mit einer gewellten Kathode, die mit einem Vibrationsantrieb, einer Anode und einer Stromquelle ausgestattet ist.
Ultra-disperses Gerät.
Pulver aus Elektrolyt, Waschen und Trocknen, enthält eine Vorrichtung zur Trennung von ultradisperser Pulversuspension, einen Behälter mit destilliertem Wasser sowie ein geschlossenes Trocknungssystem mit einem Gasheizer, einem Kompressor und einem Adsorber zur Entfernung von Feuchtigkeit aus dem zirkulierenden Gas.
Die Steuereinheit für Prozesse zur Gewinnung von ultradispersen Kupferpulvern wird über die Steuereinheit, an die sie angeschlossen ist, ausgeführt:
Sensor zur Kontrolle der Gastemperatur,
Ultra-disperser Pulver-Feuchtesensor, Drucksensor und Stromversorgungs-Steuermodul.
Elektrolyseur für die Pulverherstellung
Kupferpulver wird durch Elektrolyse auf einer Titan-Riflenom-Vibrokatode mit löslicher Kupferanode im Pulsmodus bei einer Pulsamplitude von 0,2 A/sm2, Pulsdauer und Pause 1:1 s gewonnen.
Der Elektrolytwechsel wird periodisch alle 2 Stunden der Elektrolyse durchgeführt.
Der Elektrolyseur (Abbildung 2.3) hat eine prismatische Form mit einer Pulversammlung, die im Boden eine Pyramide bildet.
Im prismatischen Teil des Elektrolyseurs befinden sich gewellte Kathoden und Graphitanoden, dieser Teil ist mit Elektrolyt-Schaukelanschlüssen ausgestattet. Die Pulversammlung ist über einen Kugelhahn mit der Pulverabscheideeinrichtung verbunden.
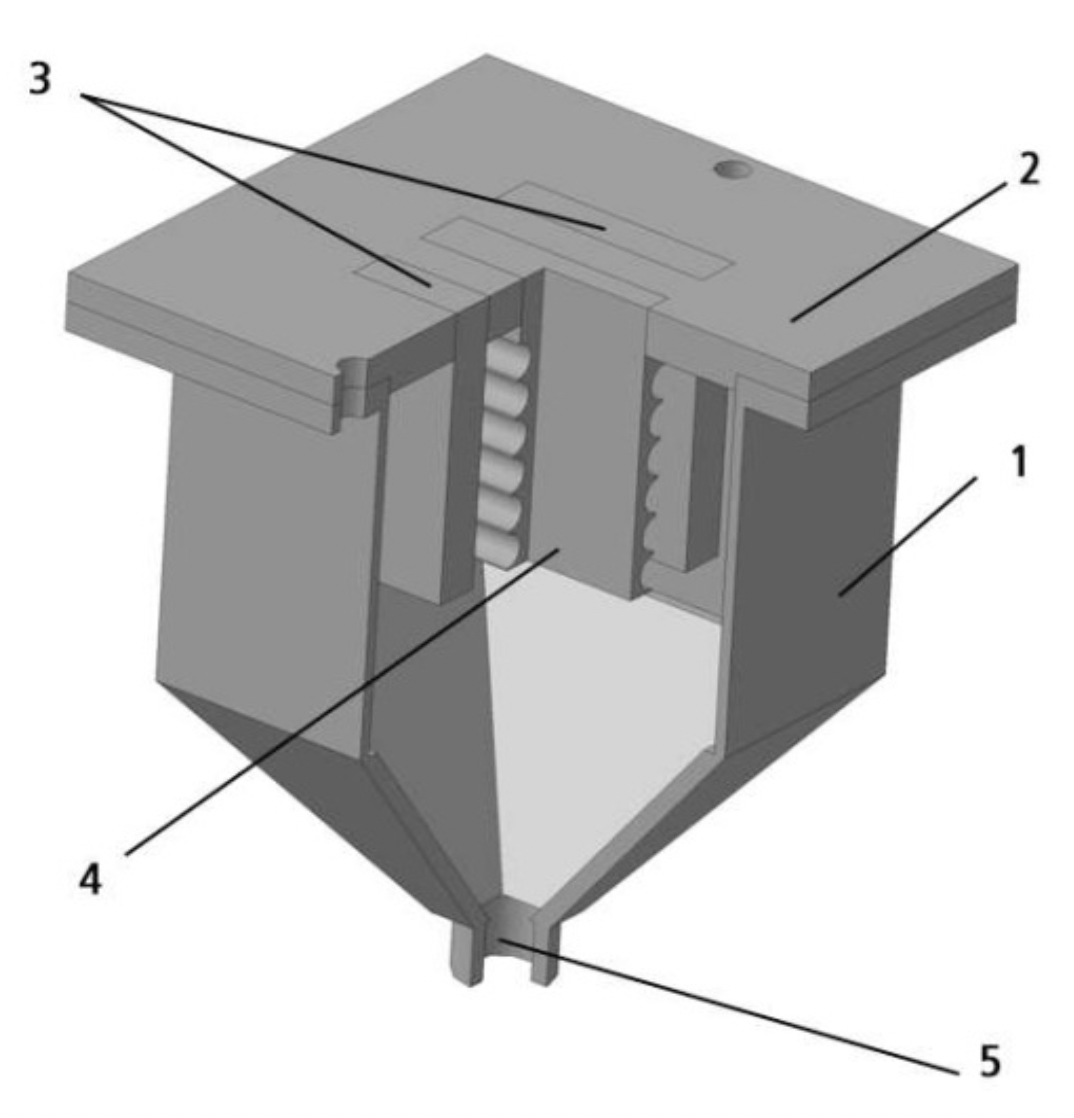
Abbildung 2.3 – Elektrolyse zur Pulverherstellung
1 – Elektrolyseur-Körper;
2 – Deckel;
3 – Anoden;
4 – Kathode;
5 – Abflussarmatur.
Die Elektrolyse wurde an Vibrations-Kathoden mit unterschiedlicher Konzentration von stabilisierenden Zusätzen im Elektrolyten durchgeführt.
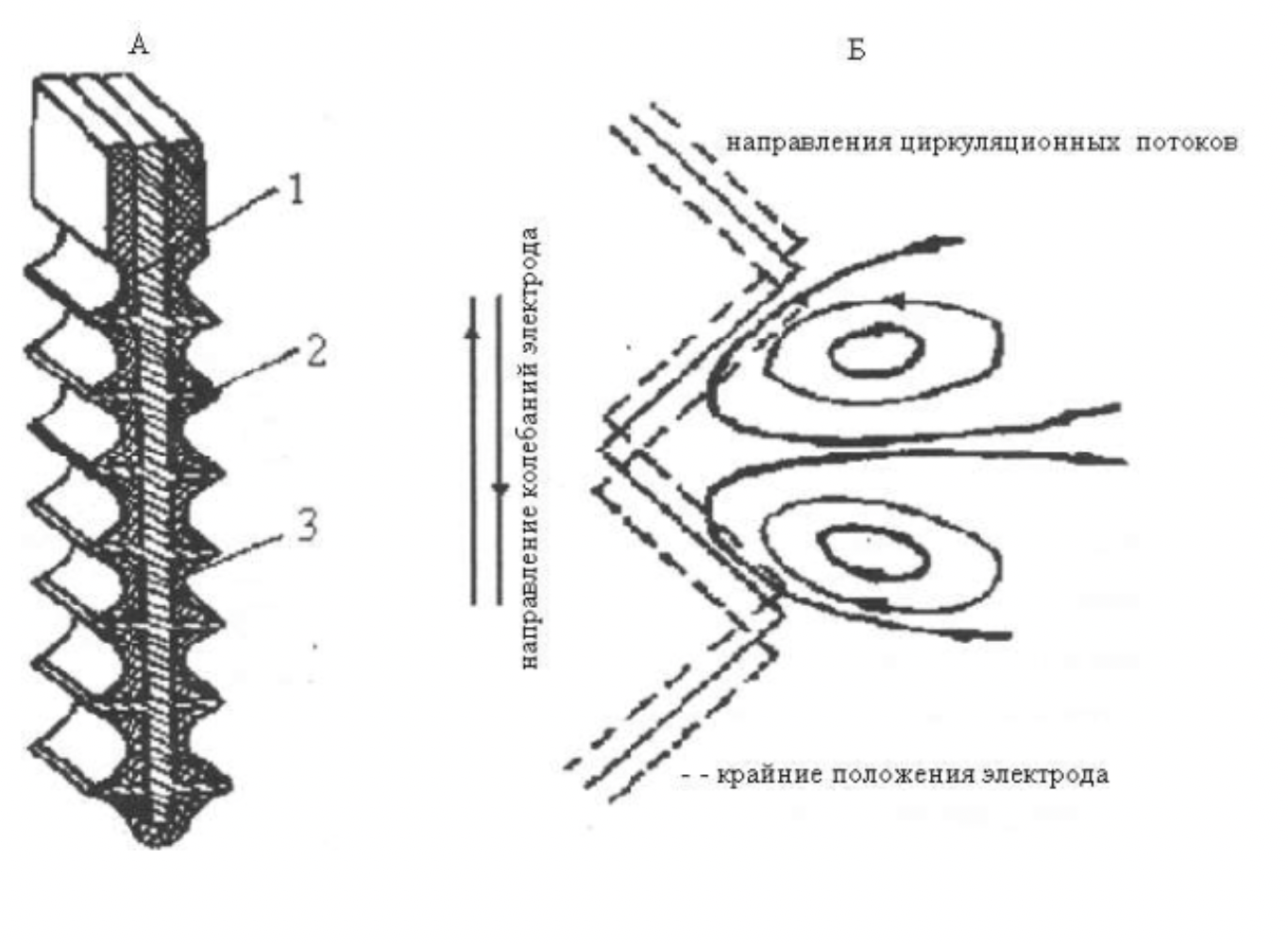
Abbildung 2.4 – Gewellte Kathode mit teilweise isolierten Wellungen
1 – Kathodenplatte,
2 – Kathodenarbeitsfläche,
3 – Isolierung
- und die Zirkulationsströme, die sich aus ihren Schwankungen ergeben (B)
Die Wahl der Kathodenform wird durch die in [131] vorgestellten früheren Studien gerechtfertigt.
Die Kathodenvibration fördert die Erzeugung von turbulenten Strömungen in der Elektrodenschicht, wodurch die Pulverpartikel von der Kathodenoberfläche getrennt werden und bis zum Boden des Elektrolyseurs zerbröckeln. Zur Bildung von Ammoniakkomplexen aus Kupfer wird Ammoniumchlorid in die Elektrolytzusammensetzung eingeführt, die Kupferanode wird unter Bildung von Ammoniakkomplexen aus Kupfer (I) gelöst, die auf der Vibrokathode unter Bildung von Nanopartikeln aus Pulver wiederhergestellt werden.
Es ist Ammoniumchlorid auf Kosten seiner Puffereigenschaften verhindern eine Alkalisierung der Elektrolytschicht.
Die Wahl der Kathodenstromdichte wird durch die Erzielung der maximalen Leistung auf Kupferpulver bedingt.
Bei hohen Stromdichten wird die Produktivität durch eine chemische Reaktion das Kupferoxid (I)-Bildung als Folge der Auslaugung der kathodennahen Schicht reduziert.
Die Anodenstromdichte wird so gewählt, dass eine Salzpassivierung der Kupferanoden ausgeschlossen ist.
Moleküle aus Polyvinylpyrrolidon oder Polyacrylamid, die mit dem Elektrolyten injiziert werden, werden an die Pulveroberfläche sorbiert und bilden einen Schutzfilm, der ihr Wachstum und ihre Agglomeration verlangsamt.
Vorrichtung zur Trennung und Trocknung von Pulver
Die Abscheidung von Metallpulver erfolgt durch Filtern von Argon-Inertgas unter Überdruck an der Filterscheidewand.
Nach der Abtrennung des Pulvers wird ein Waschvorgang durchgeführt, um schließlich die Elektrolytspuren von der Oberfläche des Pulverteils zu entfernen.
Die Spülung wird durchgeführt, wenn dem Filter destilliertes Wasser zugeführt wird,
Das Ende des Waschvorgangs wird durch die Messung der elektrischen Leitfähigkeit des Waschwassers bestimmt, nach dem Waschen wird das Metallpulver durch Blasen mit heißem Inertgas, das auf eine Temperatur von 90 – 1100C erhitzt wird, getrocknet.
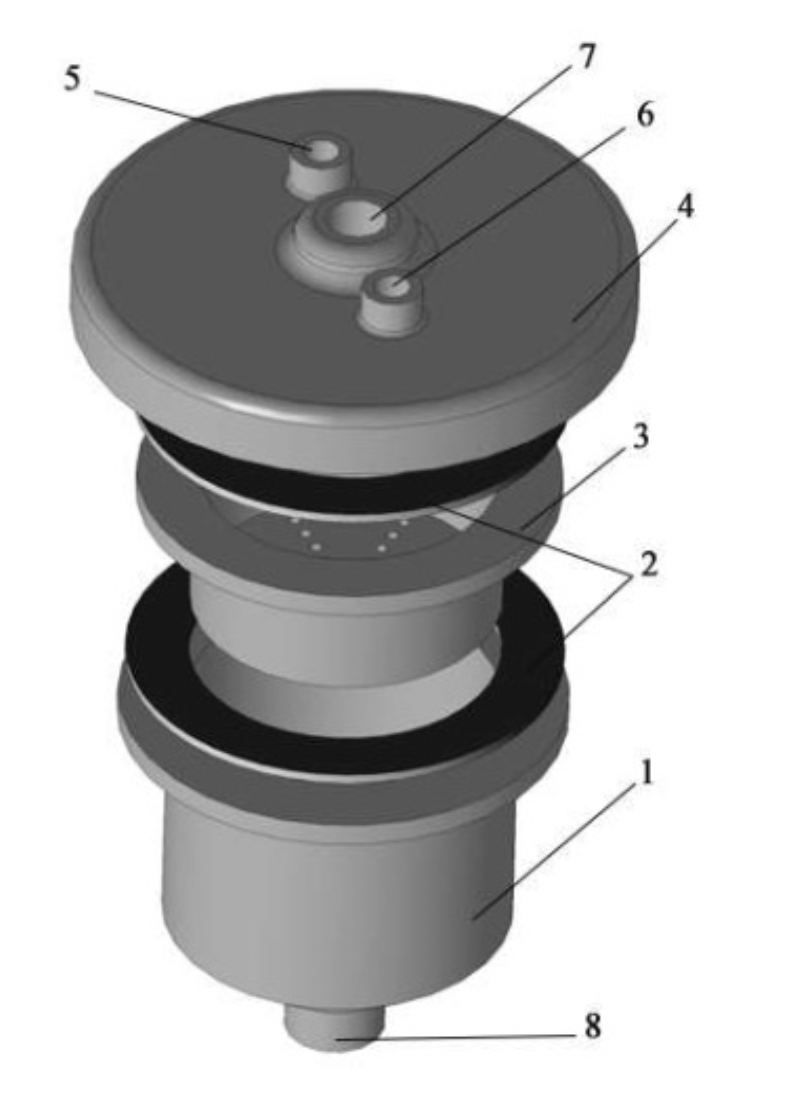
Abbildung 2.5 – Vorrichtung zur Pulverabscheidung
Die Trennung von Suspensionen von Metallpulvern erfolgt durch einer Vorrichtung, bestehend aus (Abbildung 2.5) einem Behälter 1 mit einer abnehmbaren Filtervorrichtung
Trennwand 3, abnehmbarer Deckel 4, der über O-Ringe 2 am Filter montiert ist, ausgestattet mit einer Einlassdüse 7 zur Zuführung des Schlamms
Pulver auf dem Filtersieb, Anschluss 5 für die Waschmittelzufuhr
Wasser und Inertgasanschluss 6, der Boden des Gehäuses ist in konische Form, ausgestattet mit einem Abfluss 8 zur Flüssigkeitsentfernung von zirkulierendem Gas.
Die Vorrichtung zur Trennung von Suspensionen ultradisperser Pulver wird in Kontakt mit aggressiven Medien stehen, das Gehäuse (Abbildung 2.5) der Vorrichtung ist aus gewalztem Edelstahl der Güteklasse 03H16N15M3, GOST 5632-72, hergestellt.
Die abnehmbare Filterblende 3 und der Deckel 4 (Abbildung 2.5) sind aus Stahl der Güteklasse 40X GOST 4543-71 mit einer korrosionsbeständigen Nickel-Phosphor-Beschichtung hergestellt, die die Oberfläche vor Zerstörung schützt.
Dichtungsringe sind aus hitzebeständigem Silikonkautschuk hergestellt, der bei Temperaturen von -100 bis +300оС betrieben werden kann. Zur Umsetzung der vorgeschlagenen Methode zur Kontrolle der Trocknungskinetik wurde ein Hygrometer zur Messung von Luftfeuchtigkeit und Temperatur verwendet.
Vorgeschlagene Methode zur Anwendung des Hygrometers zur Kontrolle der Trocknung des Pulvers lautet wie folgt: Während des Trocknungsprozesses wird ein auf eine bestimmte Temperatur erhitztes Gas durch das Pulver geleitet, und nach einer Weile stellt sich das Sorptionsgleichgewicht zwischen der Flüssigkeit auf der Pulveroberfläche und dem durchströmenden Gas im Volumen ein. Somit wird die Feuchtigkeit des Gases proportional zur Feuchtigkeit des enthaltenen Materials sein. Grundlage für die Nutzung des Sorptionsgleichgewichts in einem geschlossenen Raum zum Zwecke der Materialfeuchtekontrolle war die in Theorie und Praxis bekannte sogenannte Volumenmethode des Wärme- und Massenaustauschs. Zirkulationsgas nach der Entfernung
aus der Entfeuchtungskammer geht in Filter-Adsorber, um Feuchtigkeit aus ihm zu entfernen.
Als Adsorptionsmittel für die Feuchtigkeitsaufnahme aus zirkulierendem Gas wasserfreies Kaliumchlorid ausgewählt wurde, aufgrund seiner Eigenschaften zur Feuchtigkeitsadsorption, hergestellt in Form einer porösen Membran. Nach der Trocknung kehrt das Gas wieder in den Erhitzer zurück, wo es auf eine Temperatur von 90-110oC erhitzt wird und wieder in die Pulvertrocknungsvorrichtung eintritt.
Die Verwaltung des Prozesses der Gewinnung von ultradispersen Pulvern und die Minimierung des menschlichen Faktors auf den Prozess der Gewinnung, wurden automatisierte Kontrollen verwendet, die es Ihnen ermöglichen, den Prozess selbst mit minimaler menschlicher Beteiligung zu kontrollieren.
2.2 Methoden zur Untersuchung der Zusammensetzung und Eigenschaften der erhaltenen ultradispersen Kupferpulver
Die durch ultradisperse Pulver erhaltenen Strukturen wurden auf dem energiedispersiven Mikroanalysator EDAX GENESIS untersucht, der mit Computern und spezieller Software kompatibel ist, die maximale Vergrößerung des Geräts betrug bis zu 150000 Mal, die Auflösung betrug 1 µm, arbeitend (beschleunigend).
Spannung – 30kV,und das detektierbare Signal sind Sekundärelektronen. Für die Analyse wurden Referenzproben verwendet.
Röntgenstrahlen von Kupfer, Eisen, Kohlenstoff und anderen Elementen wurden an der untersuchten Stelle des Materials mit dem fokussierten Elektronenstrahl angeregt. Das Volumen des untersuchten Materials wurde durch die Strahlungsintensität bestimmt.
IR-Spektroskopie-Verfahren
Koordinationsverbindungen, die sich im Laufe der Gewinnung ultradisperser Pulver mit wasserlöslichen Polymeren bilden, wurden untersucht, die Untersuchung wurde auf dem Gerät Varian 640 durchgeführt.
Die Röntgenphasenanalyse von Pulvern wurde am Röntgendiffusor durchgeführt.
ARL X’TRA Thermo Fisher Scientific Diffraktometer nach der in [132] beschriebenen Methode. Die Diffraktogramme wurden mit einer Geschwindigkeit von 1-2 Grad pro Minute aufgenommen.
Ihre Dekodierung und Phasenidentifizierung wurde nach der etablierten Methode [133, 134] unter Verwendung der entsprechenden Referenzdaten [135] durchgeführt.
Die Standards der Beugungsspektren wurden aus der Formulardatei ausgewählt, die vom amerikanischen JCPDS Powder Diffraction Data Standardization Committee angenommen wurde und einen Messfehler von plus/minus 5% aufweist. Die Partikelgrößenverteilung wurde mit dem Gerät Microtrac S3500, ausgestattet mit einem Laseranalysator, Diffraktometer mit technischen Eigenschaften, bestimmt (Tabelle 2.1). Lasergranulometer liefert eine zuverlässige Darstellung über Partikelform und -größe durch Laserbeugung.
Das patentierte Drei-Laser-System bietet eine hohe Genauigkeit, einen großen Messbereich und die Wiederholbarkeit der Analyseergebnisse. Es gibt keine Abweichungen zwischen wiederholten Analysen im Submikronbereich.
Die Stabilität und Selbstjustierung des Systems basierten auf einer erhöhten Anzahl von Lasern, modernster Ergebnisverarbeitungstechnologie und einer breiten Palette von Anwendungen unter Verwendung moderner lichtempfindlicher Detektoren.
Laseranalysesystem (Laserdiffraktometer) Microtrac S3500 erfüllt die internationalen Standards für die Laserpartikelgrößenmessung und ist nach ISO 13320-1 zertifiziert.
Das Gerät ist im staatlichen Register der Russischen Föderation registriert und nach ISO 13320-1 zertifiziert.
Messinstrumente-Register (US.E.27.001.A 23120).
Tabelle 2.1 – Technische Daten des Laseranalysators und Diffraktometers Microtrac S3500
| Präzision
|
relative Abweichung (CV)
|
|
| Glaskugeln 642 μm – 0,7 %.
|
||
| Glaskugeln 56 μm – 1,0%
|
||
| Glaskugeln 0,4 μm – 0,6 | ||
| Standard-Analysezeit | 10 – 30 Sekunden | |
| Messbereich | 0,021 – 2816 µm | |
| Optik | Drei Festkörperlaser mit einer Wellenlänge von 780 nm | |
| Messwinkel | Der Messwinkel von 0,02-163 Grad wird durch eine 151-Element-Detektionsmatrix bereitgestellt. | |
2.3 Methoden zur Herstellung von Verbundmaterialien
Zur Abschätzung des Einflusses der untersuchten Pulver auf tribotechnische und physikalisch-mechanische Eigenschaften von Verbundwerkstoffen,
Proben wurden hergestellt, wobei die Charge Polymer (Fluorkunststoff-4 10-70% Polyethylen-277 40-60%) und die hergestellten Pulver enthielt.
Das Gewebe wurde auf dem Trommelmischer gemischt und dann mit einem Druck von 60-80 MPa in zylindrische Formen mit den Abmessungen 90×10 und 150×25 mm gepresst.
Das statische Kaltpressen wurde auf einer hydraulischen Laborpresse in zylindrischen Formen mit den Abmessungen 90×10 und 15×25 mm nach dem Schema des einseitigen Pressens durchgeführt (Bild 2.6).
Auf der linken Seite des Schemas ist die Position des Werkzeugs vor dem Gießen dargestellt, auf der rechten Seite – nach dem Aufbringen der Belastung.
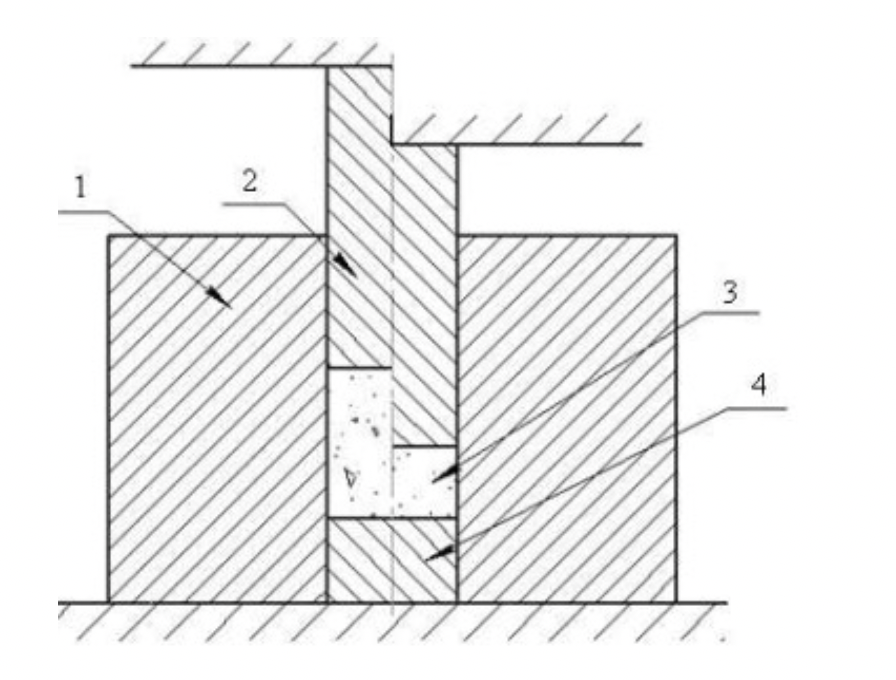
Bild 2.6 – Formschema für statische Kaltpressproben
1 – Matrize;
2 – Oberstempel;
3 – Pulverrohling;
4 – Unterstempel.
Das Sintern von Proben, die zur Untersuchung der mechanischen Eigenschaften und der Verschleißfestigkeit bestimmt sind, wurde in einem Kammerofen bei 390-400оС in einer Inertgas-(Argon-) Umgebung durchgeführt (Abb. 2.7).
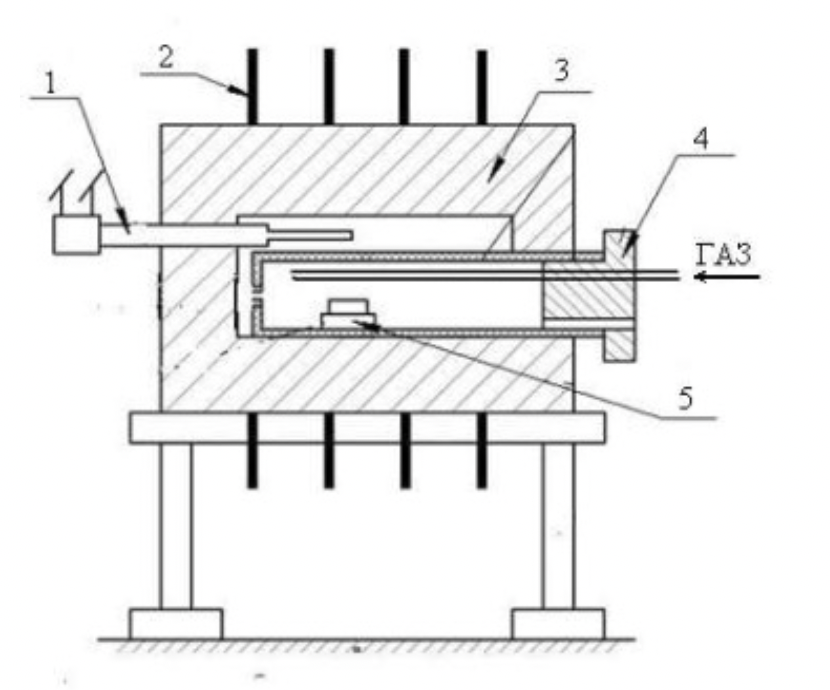
Abbildung 2.7 – Schema des elektrischen Laborofens
1 – Thermoelement;
2 – Heizelement;
3 – Auskleidung;
4 – Behälter;
5 – Musterboot.
Die Proben wurden in einem Boot 5 aus hitzebeständigem Stahl platziert.
Boot 5 wurde in Container 4 platziert, der mit inertem Gas gespeist wurde, das durch einen Feststoffadsorber getrocknet wurde.
Zu diesem Zweck wurde eine Mischung aus Polyethylen- und Kupferpulver durch den Schneckenextruder geleitet, was die Gleichmäßigkeit der Füllstoffverteilung im gesamten Polymervolumen erhöhte.
Die resultierende Mischung wurde in die auf 125-140оС erhitzte Form gegossen und bei einem Druck von 40-45 MPa geformt. Die Temperatur im Ofen wurde mit einem Thermoelement und einem Thermoregler mit einer Genauigkeit von plus / minus 10 oC überwacht und geregelt.
Nach dem Sintern wurden die physikalischen und mechanischen Eigenschaften der erhaltenen Komposit-Matallo-Polymerwerkstoffe mit Fluorkunststoffmatrix gemessen.
Im Gegensatz zu Fluorkunststoff hat Polyethylen eine niedrige Viskosität am Schmelzpunkt, was eine Flüssigphasenmischung des Verbundmaterials bei der Probenherstellung ermöglicht.
Zu diesem Zweck wurde die Mischung aus Polyethylen- und Kupferpulver durch einen Schneckenextruder geleitet, wodurch die Gleichmäßigkeit der Füllstoffverteilung über das gesamte Polymervolumen erhöht werden konnte. Die resultierende Mischung wurde in die auf 125-140оС erhitzte Form gegossen und bei einem Druck von 40-45 MPa geformt.
Wenn alle Bedingungen erfüllt sind, wird das Polymer den Füllstoff gleichmäßig umhüllen, ohne eine Pore zu hinterlassen in Endprodukt.
Die erhaltenen Proben wurden zur Bestimmung der physikalischen und mechanischen Eigenschaften getestet.
2.4 Methoden zur Untersuchung von Struktur und Eigenschaften von gesinterten Verbundwerkstoffen
2.4.1 Untersuchung der Struktur von Verbundwerkstoffen
Der Einfluss der Einführung von Pulvern als Legierungsbestandteil in Verbundwerkstoffen auf der Basis von Fluorkunststoff-4 und Polyethylen-277 auf die Ausbildung der Struktur und Oberflächentopographie von Pulvern wurde mit Hilfe des optischen metallographischen Mikroskops MIM-8 aufgezeigt, ausgestattet mit einem elektronischen Okular. Um die Oberflächenschichten zu untersuchen, wurden die Proben senkrecht zur Verschleißfläche geschnitten und mit dem MBS-1-Mikroskop untersucht.
Die Wechselwirkung des Füllstoffs mit der Matrix wurde mit dem Rasterelektronenmikroskop Quanta 200 im Central Processing Center „Nanotechnology“* untersucht.
*M.I. Platov Südrussische Staatliche Polytechnische Universität (NPI)
Untersuchung der Struktur der Oberflächenschicht von Verbundwerkstoffen
wurde auf einem SolverHV-Rastersondenmikroskop durchgeführt.
2.4.2 Bestimmung der physikalischen und mechanischen Eigenschaften des Materials
Die Reibungseigenschaften der erhaltenen Materialien wurden auf der Endreibungsmaschine TMT – 25 untersucht (Abbildung 2.8).
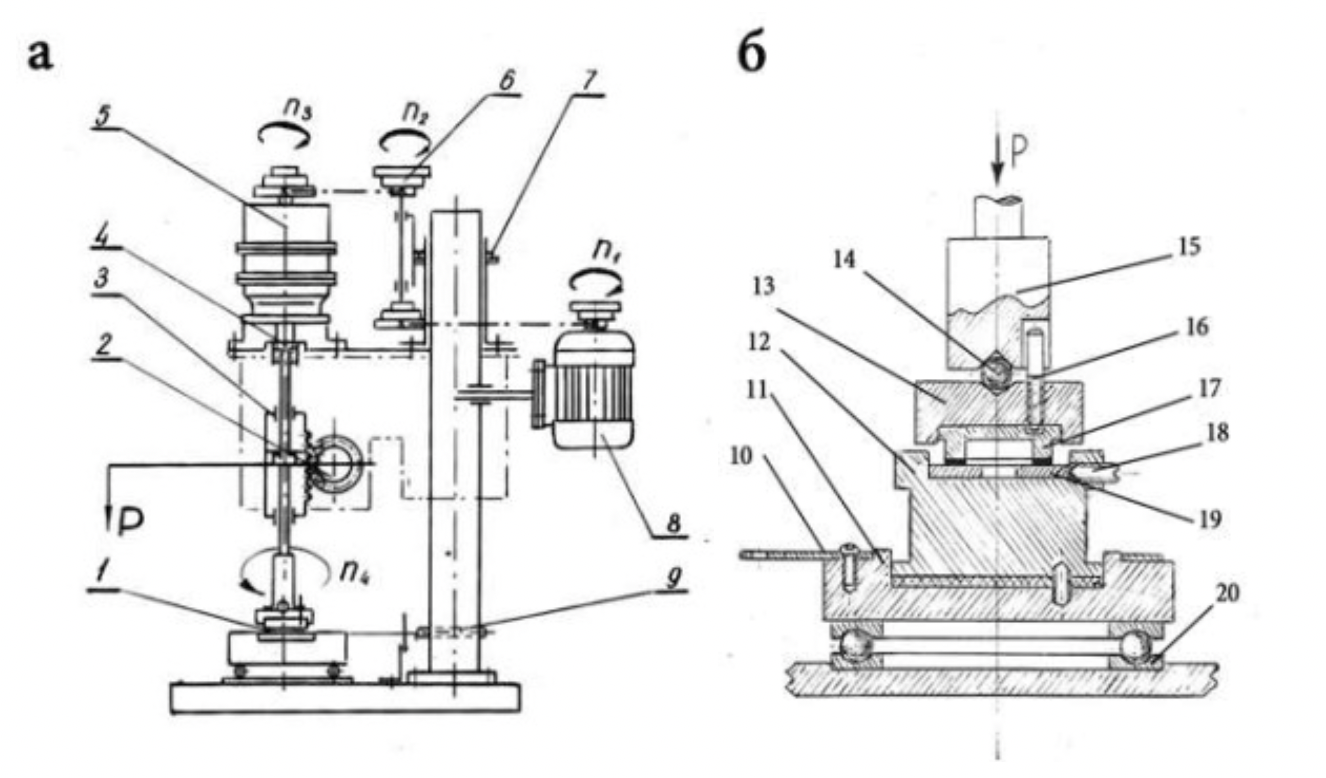
Abbildung 2.8 – Reibungsmaschine TMT-25
(a) Das kinematische Schema der Endreibungsmaschine;
- b) Reibungseinheit.
1 – Reibungseinheit;
2 – Lademechanismus;
3 – Kopfbewegungsmechanismus;
4 – Reibungskupplung;
5 – Planetengetriebe;
6 – Riemenantrieb;
7 – Riemenspannungsregler;
8 – Elektromotor;
9 – Bett;
10 – tragende Rahmenbefestigung;
11 – Rahmenkörper;
12 – Gegenkörperhalter;
13 – Probenhalter;
14 – Zentrierkugel;
15 – Spindel;
16 – Drehmechanismus;
17 – Muster;
18 – Schraube zur Befestigung des Gegenkörpers;
19 – Gegenkörper;
20 – Peilung.
Die Tests wurden bei Belastungen von 0,5 bis 5 MPa mit einem Lastwechselintervall von 0,5 MPa und einer Gleitgeschwindigkeit von 0,075 m/s sowohl ohne Schmierung als auch in MS-20-Öl durchgeführt.
Eine Walze mit einem Durchmesser von 40 mm und einer Dicke von 0,7 mm aus P6M5-Stahl (Interstate Standard 19265-73), der auf 61-65 HRC gehärtet wurde, war ein Contretel.
Der Reibungskoeffizient wurde auf rechnerische Weise durch die gemessene Kraft (Reibungsmoment) bestimmt, die während der Versuche kontinuierlich aufgezeichnet wurde.
wobei f der Reibungskoeffizient ist;
N ist das Reibungsmoment;
P – spezifische Belastung, MPa;
S – Reibungsfläche, cm2;
Bestimmung von Verschleiß und Abnutzung
Die Proben wurden 10 Minuten lang getestet und der Kontrolltest 30 Minuten lang.
Der Verschleiß wurde durch Veränderung der linearen Abmessungen und der Masse der Proben vor und nach 1, 2 und 4-stündigen Tests bestimmt.
Die Tests wurden auf der Endreibungsmaschine TMT-25 mit einer relativen Gleitgeschwindigkeit von 0,075 m/s durchgeführt. Und die Belastung betrug 4 MPa. Die Tests wurden ohne Schmiermittel in der Reibungszone durchgeführt.
Der lineare Verschleiß wird durch Änderung der linearen Abmessungen mit Hilfe eines optischen Messgerätes mit einer Genauigkeit von 0,003 mm bestimmt.
Die Bestimmung des Gewichtsverschleißes wurde auf einer analytischen Waage mit einer Genauigkeit von 0,001g durchgeführt.
Die Gewichtsabnutzung wird durch die Formel bestimmt:
W = W1 – W2
где W1 – вес образца до испытаний, Gramm.
W2 – вес образца после испытаний, Gramm
Die Bestimmung der Festigkeitseigenschaften der entwickelten Verbundwerkstoffe wurde auf einer P-0,5-Bruchmaschine (Staatlicher Standard 25.602-80) durchgeführt.
Die Härtebestimmung wurde auf dem AS-111-Gerät gemäß der Staatlichen Norm 4670-91 durchgeführt.
2.5 Verwendete Materialien
In der Arbeit wurden der Einfluss wasserlöslicher Polymere auf die Herstellung ultradisperser Kupferpulver und die Eigenschaften von Metall-Polymer-Verbundwerkstoffen untersucht.
Als Polymermatrix wurden das thermoplastische Polymer Polyethylen 277 und der Fluorkunststoff-4 verwendet, mit hoher chemischer Beständigkeit und praktischer Relevanz für die Gewinnung vielversprechender Verbundwerkstoffe auf deren Basis.
Tabelle 2.2 – Verwendete Materialien
| Werkstoff | Staatlicher Standard*/GOST* /TU |
| PTFE 4 | GOST 14906-77 |
| Polyethylen 277 | GOST 16338 – 85 |
| Polyacrylamid
|
TU/ Technische Spezifikationen 2216-042-07510508-2009 |
| Kupfer | GOST 859-2001 |
| Ammoniumchlorid
|
GOST 3773-72 |
| Ammoniaklösung 25% | GOST 6221-90 |
Polyvinylpyrrolidon
Tabelle 2.3 – HDPP-Merkmale
| Nr. | Der Name des Indikators
|
Die Norm |
| 1 | Beschreibung
|
Pulver weiß oder weiß mit leicht
gelblichen Farbton mit einem schwachen spezifischen Geruch. Es ist hygroskopisch. |
| 2 | Löslichkeit
|
Leicht löslich in Wasser, Alkohol,
Chloroform, in der Äther fast unlöslich ist. |
| 3 | pH-Wert | zwischen 3,0 und 7,0 |
| 4 | Die Transparenz der Lösung | 5 ml der Lösung A muss dem Vergleich mit der Referenzlösung I standhalten |
| 5 | Durchschnittlicher Wert der Molekularmasse
12600 ± 2700 |
12600 ± 2700 |
| 6 | Wasser, %, nicht mehr als | 5,0 |
| 7 | Alfapirrolidon, %, nicht mehr als | 3,0 |
| 8 | N-Vinylpirrolidon, %, nicht mehr als | 0,2 |
| 9 | Aldehyd, %, nicht mehr als | 0,2 |
| 10 | Sulfatasche, %, nicht mehr als | 0,05 |
| 11 | Schwermetalle, %, nicht mehr als | 0,0005 |
| 12 | Hydrazin, %, nicht mehr als | 0,0005 |
| 13 | Peroxid-Verbindungen, %,
nicht mehr als |
0,04 |
| 14 | Die Toxizität | ist nicht giftig. |
Kapitel 3: Stabilisierte ultradisperse Kupferpulver erhalten
3.1 Parameter zur Gewinnung stabilisierter ultradisperser Pulver
Eine wichtige Aufgabe bei der Erstellung von Verbundmaterialien mit Ultradisperse Pulver als Füllstoffe, ist ihre gleichmäßige Verteilung über das gesamte Volumen der Polymermatrix. Ein wesentlicher Nachteil von nanoskaligen Pulvern ist ihre hohe Oberflächenenergie, die zur Agglomeration führen. Es ist praktisch unmöglich, solche Pulver in der Matrix zu verteilen und mit Standardmethoden gleichmäßig zu mischen, daher ist es eine wichtige Aufgabe, nach einem Pulverschutz gegen Agglomeration und Aggregation zu suchen.
Daher ist eine der am häufigsten verwendeten Methoden ist die Stabilisierung von ultradispersen Pulvern, die Bildung einer Schutzhülle auf der Oberfläche der Partikel. Zur Schaffung einer Schutzhülle wurden in dieser Arbeit wasserlösliche Polymere verwendet, die zur Chemisorption auf der Oberfläche von Partikeln ultradisperser Pulver während der Aufnahme fähig sind.
Die Eigenschaften solcher Pulver können sich erheblich von unstabilisierten ultradispersen Pulvern unterscheiden.
Ultradisperse Kupferpulver, die zur Stabilisierung und zum Schutz gegen Agglomeration und Aggregation in einem Schutzmantel eingekapselt sind, wurden durch Elektrolyse mit einer löslichen Anode gewonnen.
Bei der Variation verschiedener Prozessparameter, wie z.B.: Konzentration von Elektrolytlösungen, Änderung der Stromdichte, Elektrolysezeit und Trocknungstemperatur, ist es möglich, Kupferpulver mit bestimmten Abmessungen und Eigenschaften zu erhalten.
Als wasserlösliche Polymere wurden Polyvinylpyrrolidon und Polyacrylamid ausgewählt. Tabelle 3.1 zeigt die optimalen Elektrolytzusammensetzungen und Parameter für die Herstellung von ultradispersen Kupferpulvern.
Diese Zusammensetzungen wurden auf der Grundlage experimenteller Daten als optimal ausgewählt.
Tabelle 3.1 – Zusammensetzungen der optimalen Elektrolytlösungen und Parameter zur Gewinnung ultradisperser Pulver.
| Nr. | Komponenten
|
Inhalt, g/l | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |||
| 1 | Ammoniumchlorid | 55 | 55 | 55 | 55 | 55 | 55 | 55 | 55 | |
| 2 | Polyvinylpyrrolidon | 10 | 12,5 | 15 | – | – | – | – | ||
| 3 | Polyacrylamid | – | – | – | 2 | 4 | 6 | 8 | ||
| 4 | Wasser | Der Rest von | ||||||||
| Parameter zur Gewinnung ultradisperser Kupferpulver | ||||||||||
| Elektrolyse-Parameter | Bedeutung | |||||||||
| Kathoden-Stromdichte, A/cm2 | 0,4-0,8 | |||||||||
| Anodische Stromdichte, А/cm2 | 0,05-0,07
|
|||||||||
| Dauer der Elektrolyse, h. | 2-3 | |||||||||
Je nach Art des Elektrolyten unterscheiden sich die kathodischen Rückgewinnungsverfahren der im Elektrolyten verfügbaren Kupferformen erheblich. Im Elektrolyten (Ammoniumchlorid) von CA wurde die direkte Wiederherstellung des vierfach koordinierten Ammoniakkomplexes (3.1 – 3.3) (erstes Maximum, Tabelle Hp.1) sowie die Wiederherstellung von Kupferoxid (I) (zweites Maximum) (3.4) beobachtet, das offenbar aus einfach geladenen Komplexen gebildet wurde, die durch die Wiederherstellung von zweifach geladenen Komplexen aufgrund der Alkalisierung der Elektrodenschicht nach dem Schema entstanden sind:
[(3)4] ²+ + 2 = + 43 (erstes Maximum) (3.1)
[(3)4] ²+ + = [(3)] ++ 23 (3.2)
2[ 3)4] ²+ + 2- = 2 + 43 + 2 (3.3)
2 + 2 + 22 = 2 + 4– (zweites Maximum) (3.4)
Im Verlauf der Elektrolyse ging die Konzentration der zweifach geladenen Komplexe, die durch den maximalen Stromwert geschätzt wird, zunächst auf Null zurück und stieg dann an.
Gleichzeitig blieb die Zahl der 2 praktisch konstant.
Dieser Änderungscharakter der Elektrodenreaktionsteilnehmer kann mit wechselnden Prozessen der Passivierung und anschließenden Aktivierung der Kupferanode in Verbindung gebracht werden.
Im HACCP-Elektrolyten wird die Rückgewinnung des ungebundenen Ions in der Elektrodenschicht durch teilweise Rückgewinnung von Kupfer (II) und anschließende Oxidabscheidung in einer alkalischen Umgebung:
2+ + 2 = (erstes Maximum) (3,5)
2+ + 2– = 2 + 2 (zweites Maximum) (3,6)
Nach einer kurzen Periode steigender Ströme des maximalen Erholungsprozesses der ungebundenen Kupferionen (II) wurde eine Abnahme ihrer Konzentration und ihre Stabilisierung beobachtet.
Wie festgestellt wurde,das Ergebnis der anodischen Auflösung von Kupfer in einer Ammoniakumgebung ist die Bildung von Ammoniakkomplexen.
Festes Rückgewinnungspotential entsprechend den ungebundenen Kupferionen im Komplex, kann mit der früheren Dissoziation des Komplexes zusammenhängen, verstärkt in HDPE-Folie auf der Kathodenoberfläche. Die Stabilisierung der maximalen Ströme über die Zeit war zurückzuführen auf durch Abgleich von Kathoden- und Anodenstromausgang.
Gleichzeitig wurde im Gegensatz zum Ammoniumchlorid-Elektrolyten die Menge der Oxid-Cu 2O-Schicht allmählich verringert. Der Oberflächenfilm aus Polyvinylpyrrolidon veränderte das pH-Gleichgewicht der Elektrodenschicht, wodurch die Möglichkeit der Kupferoxidbildung in diesem Film allmählich verringert wurde.
Tabelle 3.2 – Maximale Potenziale der voltamperometrischen Abhängigkeit und ihre jeweiligen Elektrodenprozesse
|
Elektrolyt
|
Maximales Potential | Referenzdaten | Reaktion |
|
Ammoniumchlorid
|
-0,244 | -0,232 | [(3)4]2+ + 2– = + 43 |
| -0,6 | -0,366 | 2 + 2– = 2 | |
|
Polyvinylpyrrolidon-Ammoniumchlorid
|
0,1 | 0,158 | 2+ + – = + |
| -0,357 | -0,366 | 2 + 2– = 2 | |
|
Polyacrylamid-Ammoniumchlorid
|
0,333 | 0,338 | 2+ + 2– = |
| 0,093 | 0,158 | 2+ + – = + | |
| -0,306 | -0,232 | [(3)4] 2+ + 2– = + 43 |
Die Besonderheit des Ammoniumchlorid-Polyacrylamid-Elektrolyten ist die mangelnde Erholung von Cu2 O.
Das erste Maximum ist mit der Rückgewinnung von freien, zweifach geladenen Kupferionen (II) verbunden, das zweite mit der Rückgewinnung von Kupfer (II) zu Kupfer (I) und das dritte mit der direkten Rückgewinnung von Komplexen.
Folglich schloss die Wirkung des Oberflächenfilms aus Polyacrylamid die Bildung von Kupferoxid vollständig aus und förderte die intermediäre Dissoziation von Kupfer-Ammonium-Komplexen.
Im Gegensatz zur Polyvinylpyrrolidonfolie wurde die direkte Reduktion von Ammoniak-Komplex-Ionen nicht ausgeschlossen. Sowohl die Konzentration der Kupferionen als auch die Konzentration der komplexen Ionen nimmt hauptsächlich mit der Zeit zu, was mit dem Überschuss des Anodenstromes über die Kathode zusammenhängen kann.
Es verhindert auch, dass das Komplex-Ion die Stärke der Bindung mit der Oberfläche sowie die Fähigkeit, die Solvathülle durch kristalline Keime zu konservieren, beeinträchtigt.
Man kann sich wahrscheinlich den Prozess der Entladung von komplexen Kupferionen vorstellen, die im polymeren Mikrofilm aus Tensid auf der Oberfläche der Kathode auftreten, deren Struktur und Eigenschaften die Matrix für die Bildung von kristallinen Embryonen und deren Agglomeraten darstellen.
3.2 Eigenschaften von ultradispersen Kupferpulvern in Abhängigkeit von den technologischen Bedingungen ihrer Herstellung
3.2.1 Einfluss der Produktionsparameter auf die Partikelgrößenzusammensetzung
Nach den Daten der Methodik 2.1 kann die Elektrolyse sowohl im Impulsbetrieb als auch im Gleichstrombetrieb durchgeführt werden.
Wenn das Pulver im Impulsmodus elektrolysiert wird, wird die Partikelgröße des Pulvers reduziert.
Histogramme der Partikelgrößenverteilung, die bei verschiedenen Stromdichten der Elektrolyse erhalten wurden (Abb. 3.1), bezeugen die Tatsache, dass beim Empfang des Pulvers im Impulsmodus der Anteil der Fraktionen von Partikeln mit Größen bis zu 0,1 µm bei einer Kathodenstromdichte von 0,6A/cm2 viel größer ist als im Falle der Elektrolyse bei Gleichstrom mit den gleichen Parametern.
Der Prozess im Impulsmodus erlaubt es, das Wachstum der Partikel zu begrenzen, durch den intermittierenden Prozess von Impulsen und Pausen mit einer Frequenz von 1 Hz ist es möglich, ein Pulver mit einer geringeren Größe als bei Gleichstrom zu erhalten. Im zweiten Fall ist der Partikelbildungsprozess kontinuierlich, allmählich wächst, was die dendritische Form der Partikel erklärt, die charakteristisch ist für die meisten elektrolytischen Pulver.
Die Autoren von [127] haben bewiesen, dass sich bei der dendritischen Kristallisation Embryonen in verschiedenen kristallographischen Richtungen unterschiedlich schnell entwickeln. Zum Beispiel findet das maximale Kristallitwachstum von Metallen und Legierungen mit einem kubischen Gitter in drei zueinander senkrechten Richtungen statt, die den oktaedrischen Achsen entsprechen.
Als Folge davon bilden sich Äste – Dendritenachsen 1. Ordnung, die unter bestimmten Winkeln vom Kristallisationszentrum abweichen.
Mit der weiteren Entwicklung der Kristallisation von den Achsen 1. Ordnung in einem bestimmten Winkel zu ihnen beginnen Queräste zu wachsen – die Achsen 2, und von ihnen Achsen dritter Ordnung und so weiter. Im Laufe der Arbeit haben wir festgestellt, dass die Größe der dendritischen Äste bei der Herstellung von elektrolytischen Pulvern nur von einem Faktor abhängen
– die Geschwindigkeit der Kupferrückgewinnungsreaktion und in bestimmten Intervallen können ihre Kristallgrößen aufgrund der kathodischen Stromdichte angepasst werden. Der Erhalt von ultradispersen Pulvern im gepulsten Modus ermöglicht es, die Reaktion der Kupferpulvergewinnung um mehrere Größenordnungen zu verlangsamen. Dies ist darauf zurückzuführen, dass die resultierenden Dendriten praktisch „einfrieren“, an diesem Punkt auf der Oberfläche der Partikel aufgrund der hohen Oberflächenenergie chemosorbiert Polymer und absorbiert somit die aktiven Zentren der Dendritenstrukturbildung und passiviert das Partikel vor weiterem Wachstum. Es ist bekannt, dass wasserlösliche Polymere von Polyvinylpyrrolidonen und Polyacrylamiden in alkalischer Umgebung (pH<7) mit Kupferionen Koordinationsverbindungen bilden können,
Um die Größe und Form der Partikel, die von ultradispersen Pulvern erzeugt werden, zu beeinflussen, wurde zur Kontrolle des pH-Wertes eine 25%ige Ammoniaklösung verwendet.
Wie die Ergebnisse der Untersuchung der Kurven der differentiellen Verteilung der Partikel nach Größe (Abbildung 3.1) zeigen, sind die resultierenden Pulver polydispers mit dem Gehalt sowohl an nanoskaliger Fraktion als auch an Agglomeraten fest gebundener Partikel, deren Größe 10-70 Mikrometer erreicht.
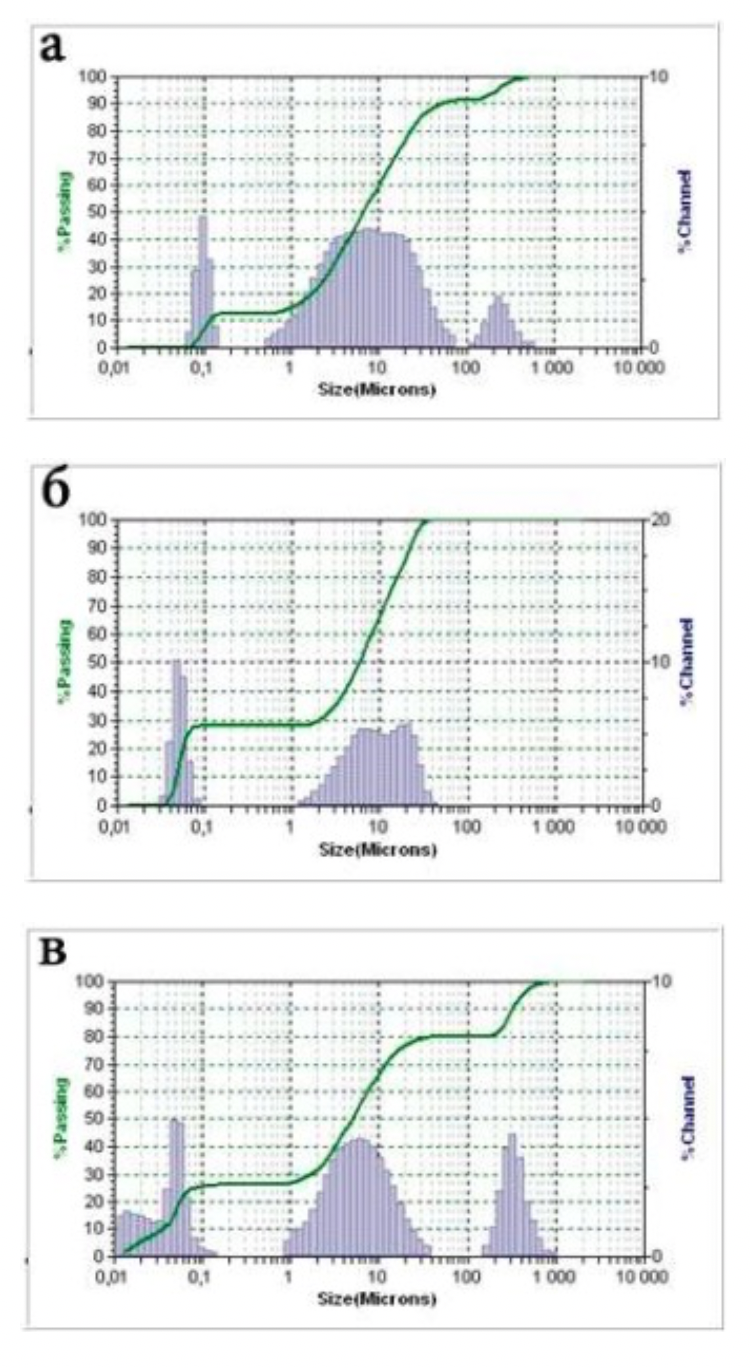
Abbildung 3.1 –
Histogramme der Partikelgrößenverteilung von Pulvern, die aus Kupfer-Ammoniak-Lösung bei Gleichstrom und Kathodenstromdichte erhalten wurden:
a – bei j=0,4 A/cm2;
b – bei j=0,6 A/cm2;
c – bei j=0,8 A/cm2
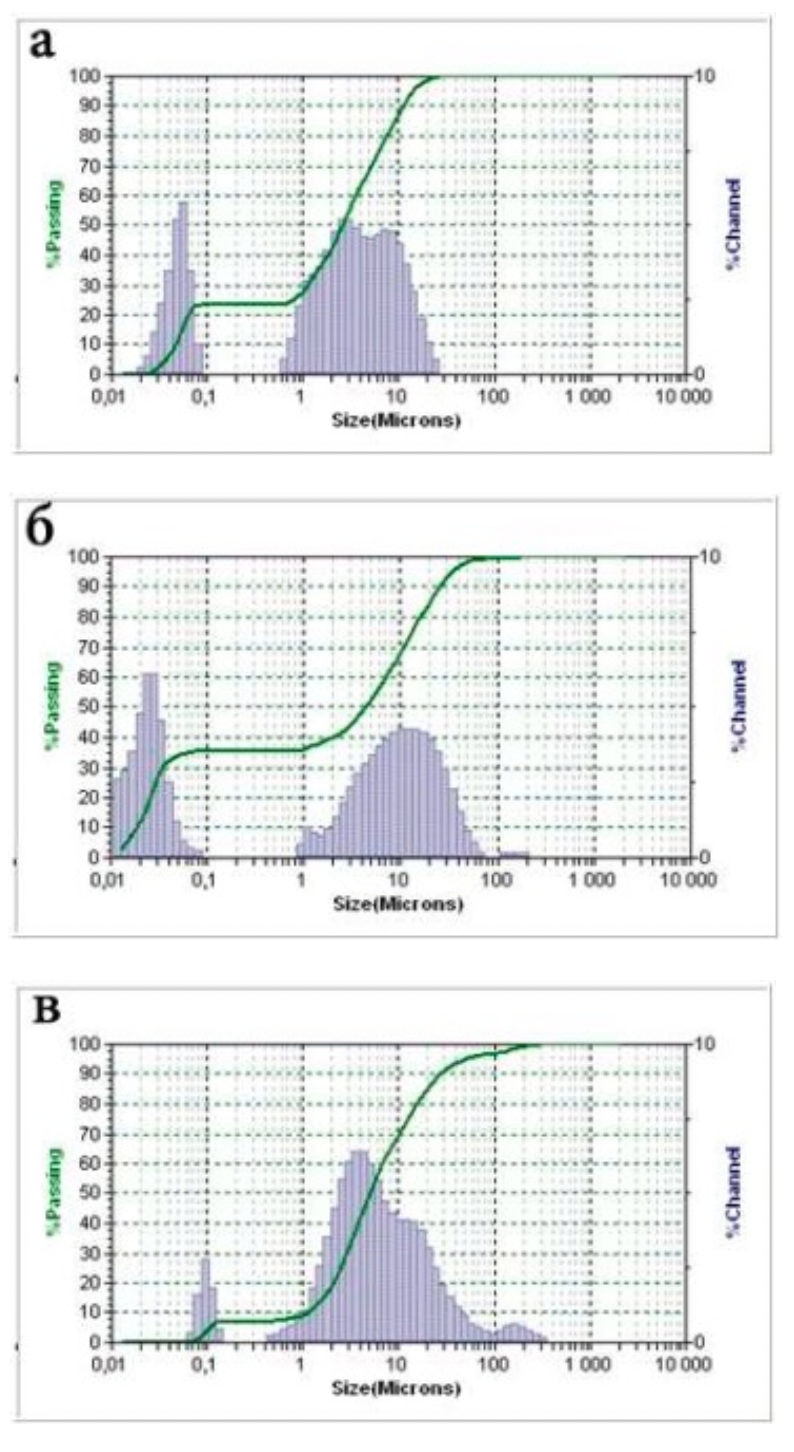
Abbildung 3.2 – Histogramme der Pulverpartikelgrößenverteilung, die aus einer Kupfer-Ammoniak-Lösung im Impulsmodus erhalten wurden, wobei die Länge des Pulses und der Pause 1:1 und die Kathodendichte des Stromes:
a – bei j=0,4 A/cm2,
b – bei j=0,6 A/cm2,
c – bei j=0,8 A/cm2.
Unter den gleichen Elektrolysebedingungen haben die im Impulsbetrieb hergestellten ultradispersen Kupferpulver eine homogenere Zusammensetzung im Vergleich zu Gleichstrompulvern.
Bei Pulvern, die unter Verwendung von wasserlöslichen Polymeren aus Polyvinylpyrrolidon (Abb. 3.3) und Polyacrylamid (Abb. 3.4) als Partikelstabilisatoren hergestellt werden, gibt es einen Peak im Bereich der feineren Dispersionsfraktionen, der sich durch ein früheres Ende des Partikelwachstums erklärt.
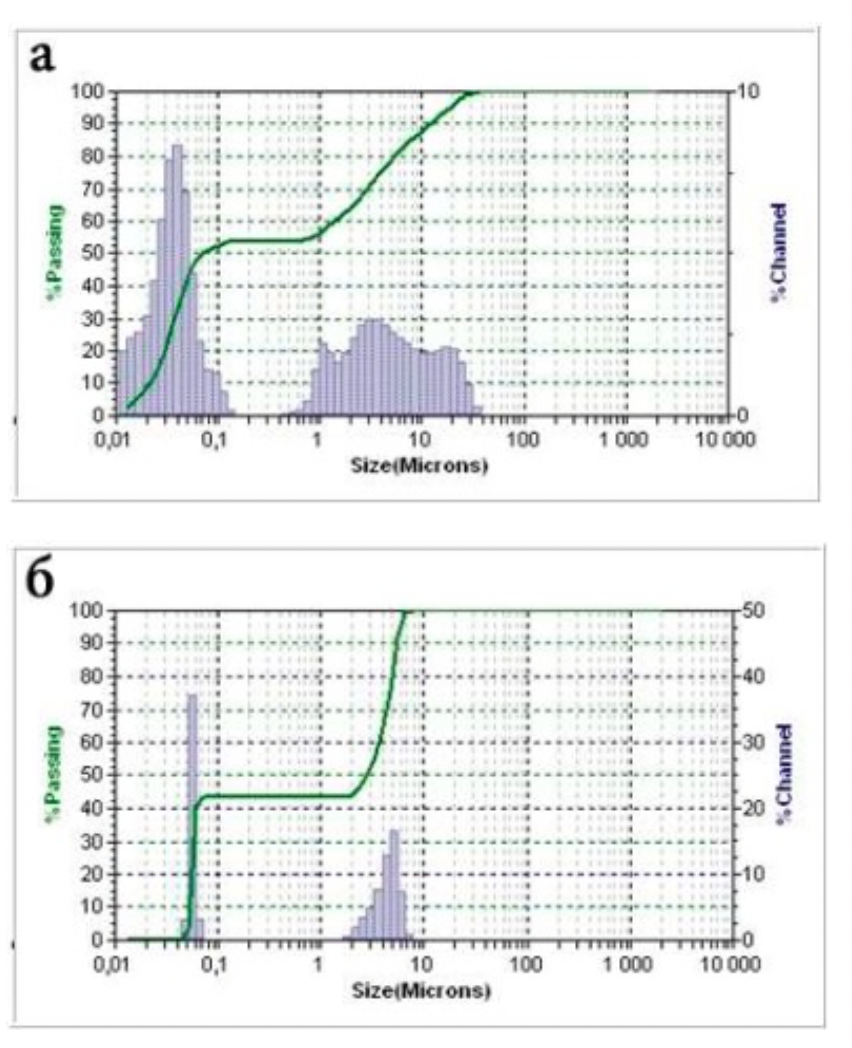
Abbildung 3.3 – Histogramm der Verteilung der Partikel des erhaltenen Pulvers mit Zusatz von Polyvinylpyrrolidon bei der Kathodenstromdichte j=0,6 A/cm2:
a – bei Gleichstrom;
b – in einem Impulsmodus, bei dem die Länge des Impulses und der Pause 1:1
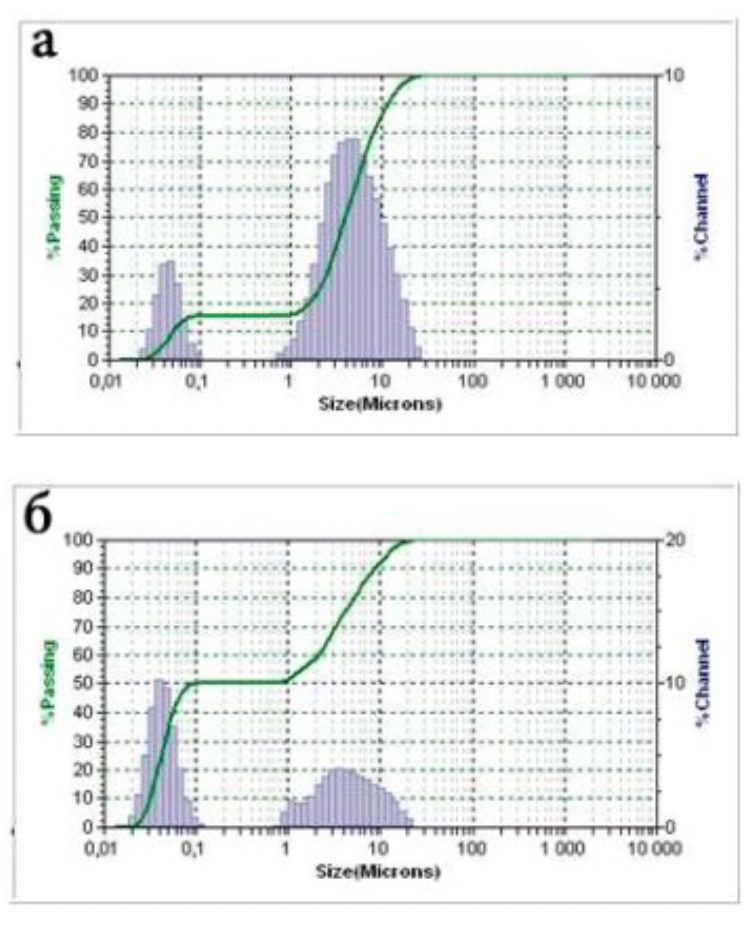
Abbildung 3.4 – Verteilungshistogramm von Pulverpartikeln, die mit der Zugabe von Polyacrylamid und der Kathodenstromdichte j=0,6 A/cm2 erhalten wurden:
a – bei Gleichstrom;
b – im Impulsmodus Pulslänge und Pause 1:1.
Ergebnisse der Partikelgrößenverteilung, Ultrafeine Pulver aus Ammoniumchlorid-Elektrolyten unter Verwendung verschiedener Konzentrationen von Stabilisierungszusätzen und unter Berücksichtigung der optimalen Parameter der Gewinnung, die experimentell ermittelt und in Tabelle 3.3 dargestellt sind.
Tabelle 3.3 – Partikelgrößenverteilung und Form von Kupferpulver
|
Zusammensetzung Nr. |
Verteilung der Größenordnung | |||||
| Mindestgröße, μm. | Gehalt der Nanogrößenfraktion, in %. | Durchschnittliche Partikelgröße, µm | ||||
| 1 | 0,026 | 46,3 | 0,9 | |||
| 2 | 0,015 | 68,2 | 0,27 | |||
| 3 | 0,022 | 76,3 | 0,18 | |||
| 4 | 0,019 | 73,2 | 0,56 | |||
| 5 | 0,026 | 51,7 | 0,43 | |||
| 6 | 0,037 | 58,3 | 0,36 | |||
| 7 | 0,033 | 63,7 | 0,31 | |||
| 8 | 0,038 | 56,5 | 0,44 | |||
Größenverteilung
Partikel aus ultradispersen Pulvern, die aus Ammoniumchlorid-Elektrolyten gewonnen werden, die keine wasserlöslichen Polymere enthalten, haben die wahrscheinlichste Größe 26-70 nm mit einem Gehalt an nanoskaligem Anteil von nicht mehr als 46,3 %, und Pulver aus Ammoniumchlorid-Elektrolyten, die wasserlösliche Polymere enthalten, haben die wahrscheinlichste Größe und höheren Anteil an Nanoskalenfraktionen bis zu 76,2% und Partikelgehalt mit einer kleineren Größe von 7-23 nm mindestens 15%.
Die Veränderung der Partikelgröße während der Elektrolyse in Gegenwart von wasserlöslichen Polymeren lässt sich durch eine frühere Beendigung des Partikelwachstums aufgrund der Bildung komplexer Verbindungen erklären.
3.2.2 Untersuchung der quantitativen und qualitativen Zusammensetzung der erhaltenen ultradispersen Kupferpulver
Untersuchungen der elementaren Zusammensetzung der erhaltenen ultradispersen Pulver (Abbildungen 3.5-3.7) zeigten, dass das durch Zugabe von wasserlöslichen Polymeren erhaltene Pulver weniger Sauerstoff enthält (Abbildung 3.7), als der Ammoniumchlorid-Elektrolyt ohne Polymerinjektion, es beweist, dass die in die Zusammensetzung des Ammoniumchlorid-Elektrolyten und haben eine Schutzwirkung gegen die Oxidation von Luft durch Sauerstoff.
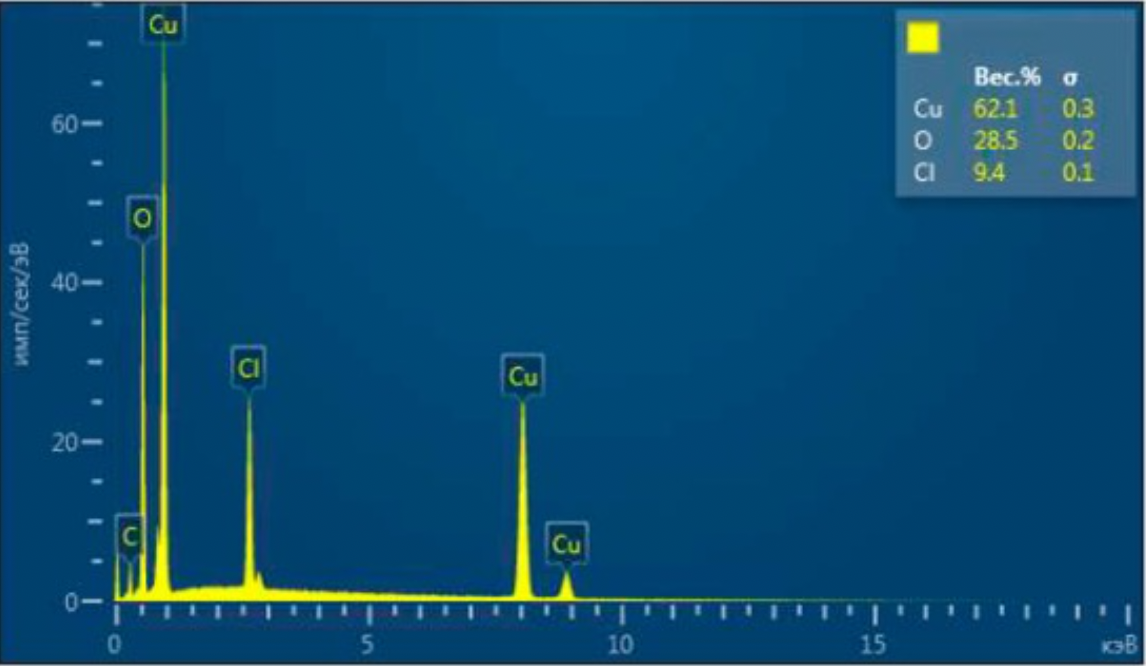
Abbildung 3.5 – Elementaranalyse des Pulvers, das aus Kupfer-Ammonium-Elektrolyt ohne Verwendung von Stabilisatoren.
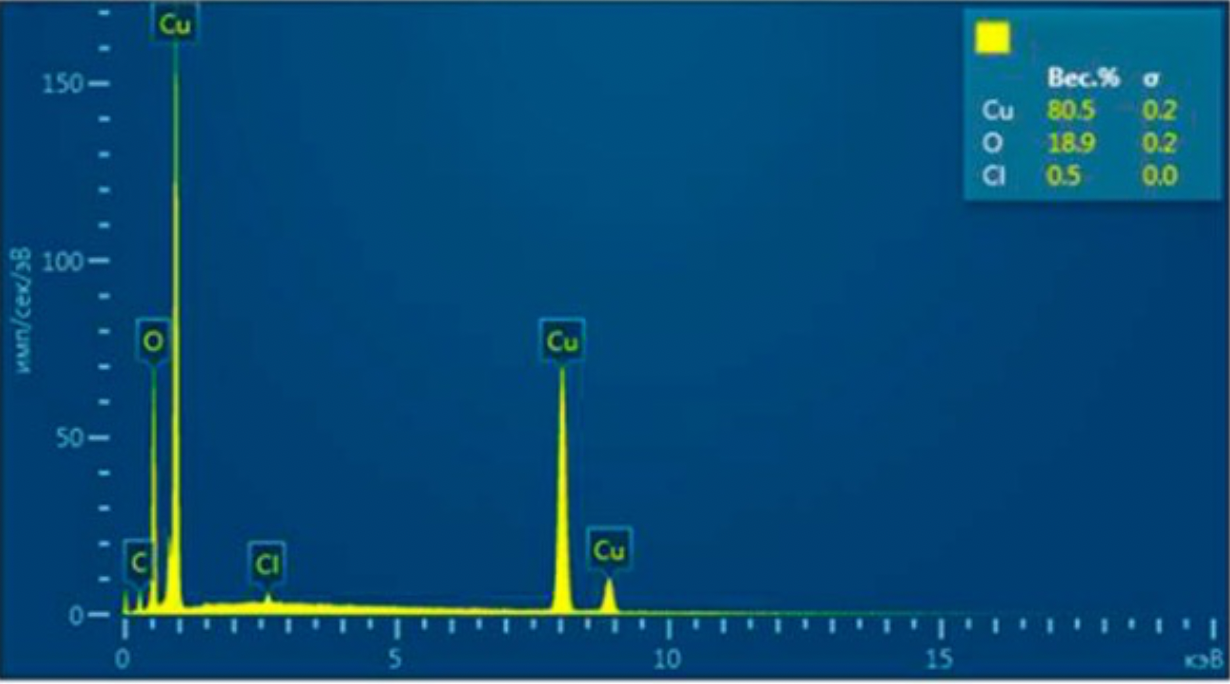
Abbildung 3.6 – Pulverelementaranalyse, erhalten aus Kupfer-Ammoniak-Elektrolyt mit Polyacrylamid als Stabilisierungsmittel
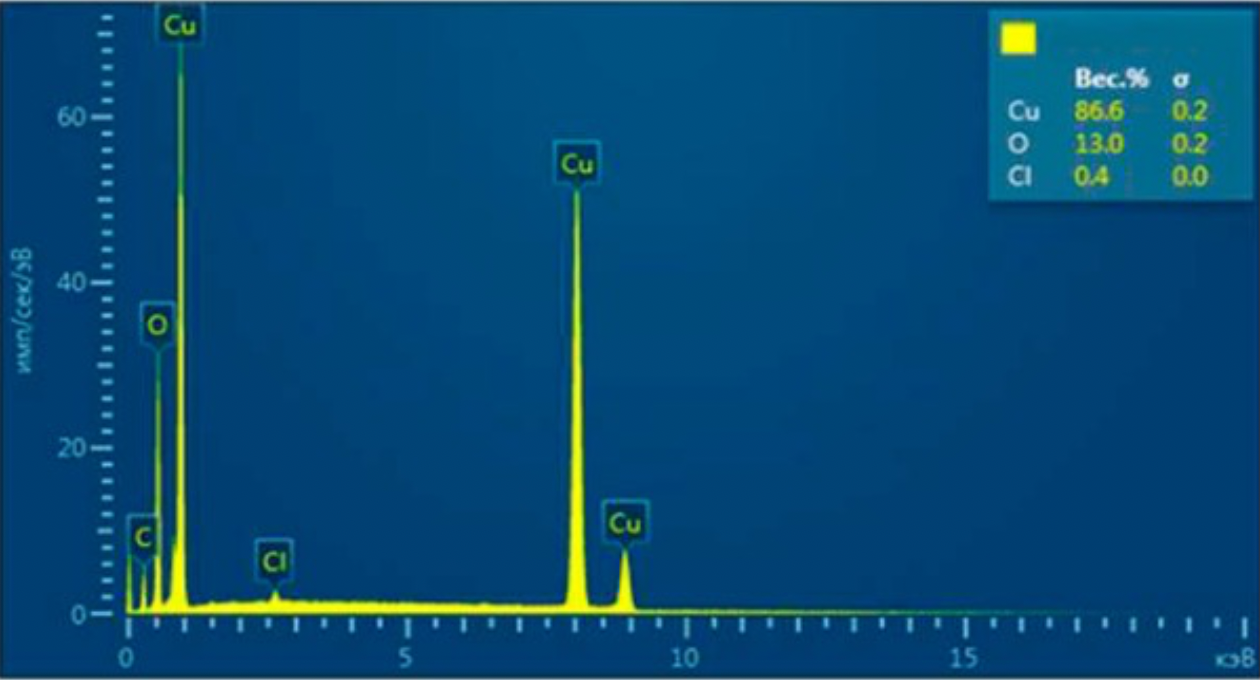
Abbildung 3.7 – Elementarpulveranalyse, erhalten aus Kupfer-Ammoniak-Elektrolyt mit Polyvinylpyrrolidon als Stabilisierungsmittel
Wie aus den Abbildungen 3.6 und 3.7 ersichtlich ist, ist die Einführung von Polyacrylamid und Polyvinylpyrrolidon hat einen starken Einfluss auf die Reinheit des resultierenden ultradispersen Pulvers.
Auf Abb. 3.5 – die ohne Stabilisatoren hergestellten Pulver sind stark mit Elektrolytprodukten verunreinigt und enthalten viele Chloride und Oxide.
Die Einführung von Polyacrylamid reduziert den Chlorgehalt auf 0,5% und verringert die Menge der Oxide um 30%. Der Einfluss von Polyvinylpyrrolidon auf die Reinheit des resultierenden Pulvers drückt sich mehr durch die Reduzierung des Chlorgehalts auf 0,4% und der Menge an Sauerstoff im Vergleich zu dem ohne Zusatz von Stabilisatoren erhaltenen Pulver um mehr als das Zweifache aus.
Dies kann auf die weniger starke Bindung zwischen Polyacrylamid-Molekülen und der Kupferoberfläche aufgrund des hohen Molekulargewichts des Polymers zurückzuführen sein.
Dies ist auf die weniger starke Bindung zwischen Polyacrylamid-Molekülen und der Kupferoberfläche zurückzuführen, wegen des hohen Molekulargewichts des Polymers.
3.2.3 Wirkung von Stabilisatoren auf die Partikelform ultradisperser Pulver
Einfluss auf die Form und die Größe der Partikel des Pulvers, das bei der Einführung der Polyvinylpyrrolidone in die Elektrolytzusammensetzung erhalten wird, verändert die Form der Partikel deutlicher (Abb. 3.8).
Abbildung 3.8 – Mikrofotografien von Pulvern, die aus ammoniakalischen Elektrolyten gewonnen wurden:
- a) rein;
(b) Mit der Einführung von Polyvinylpyrrolidon
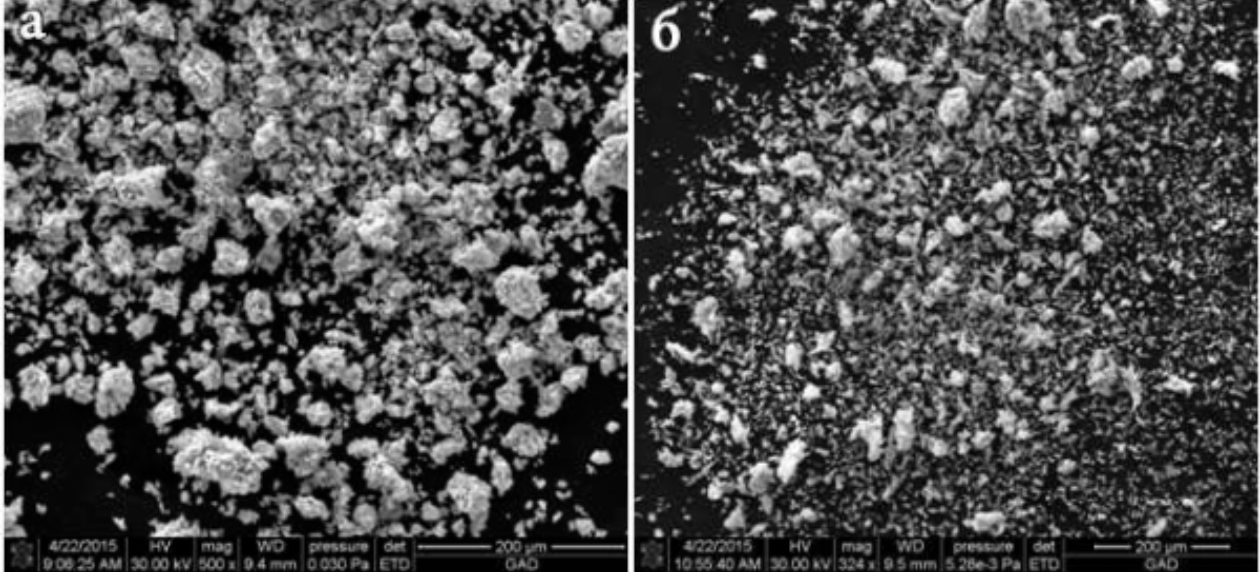
Abbildung 3.8 zeigt ein Bild von ultradispersen Pulvern, die ohne stabilisierende Zusätze erhalten wurden.
Diese Pulver bilden ziemlich große Agglomerate in der Größenordnung von 20-60 Mikrometern, die unter Verwendung von Polyvinylpyrrolidon als Stabilisator erhalten werden, eine größere Dispersion und eine geringere Neigung zur Bildung von Agglomeraten aufweisen.
Durch Variation der Herstellungsparameter war es möglich, ultradisperse Pulver mit einem erhöhten Anteil an Partikeln im Nanometerbereich zu erhalten. Eine Studie über agglomerierte ultradisperse Pulver hat gezeigt, dass stabilisierte Pulver weniger robuste Agglomerateund selbst bei mechanischer Einwirkung werden die meisten Agglomerate zerstört. Erklärt sich durch die chemische Bindung, die aus dem Kontakt mit unstabilisierten Kupferpartikeln resultieren, ist viel stärker als die Adhäsionswechselwirkung von stabilisierten Partikeln, deren Grenzfläche ein Polymer ist.
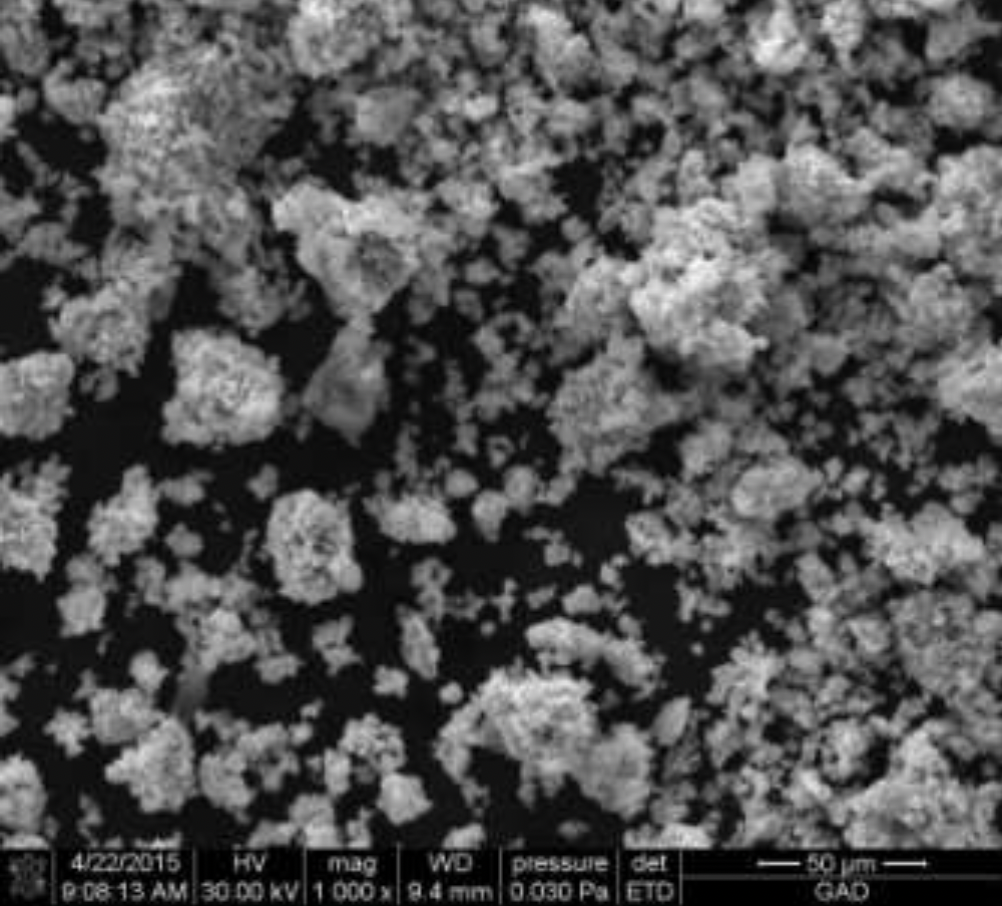
Abbildung 3.9 – Mikrofotografie von Kupferpulver aus Ammoniak-Elektrolyt ohne Zusätze
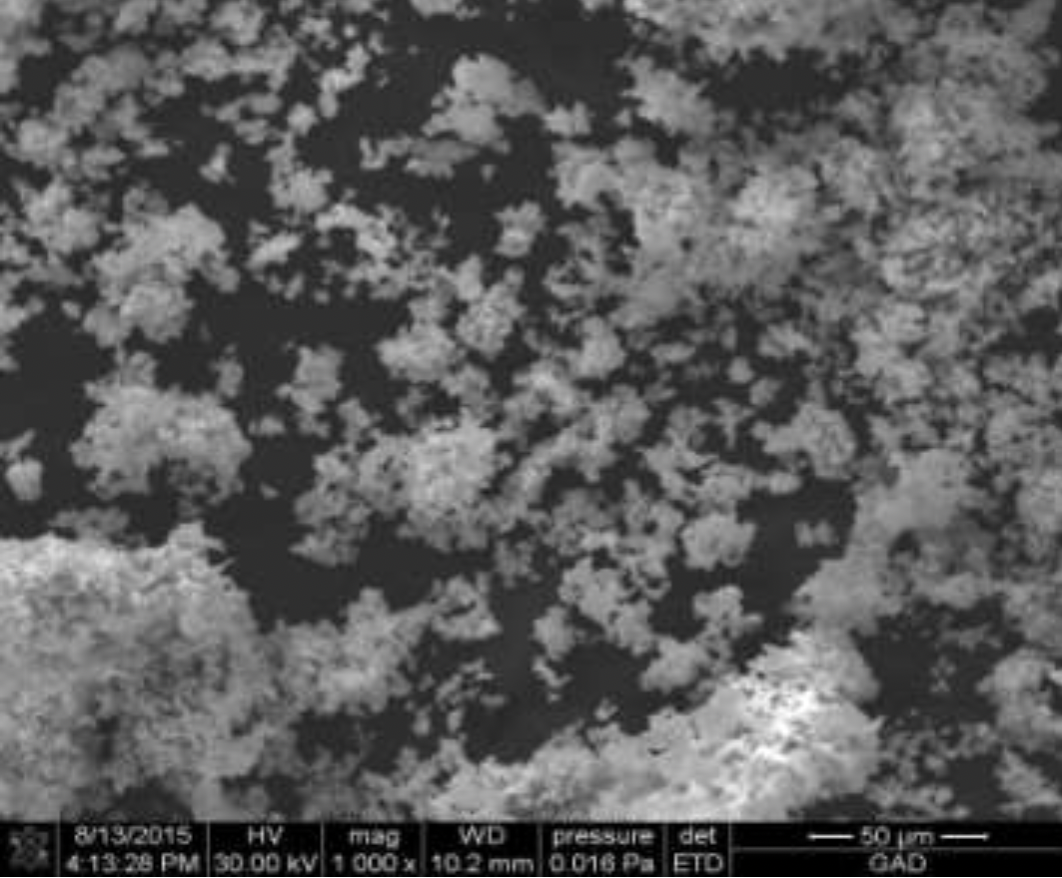
Abbildung 3.10 – Mikrofotografie von Kupferpulver aus Ammoniakelektrolyt mit Zusatz von Polyacrylamid
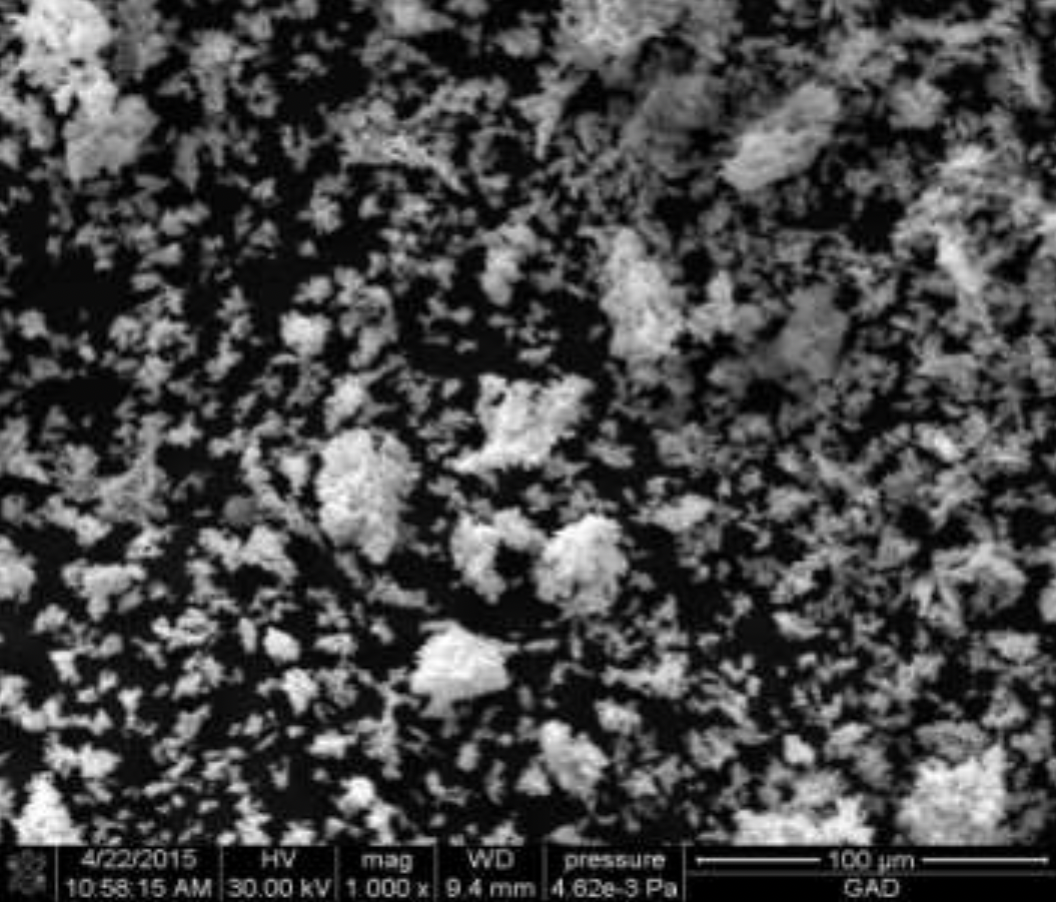
Abbildung 3.11 –
Mikrofotografie von Kupferpulver, gewonnen aus Ammoniak-Elektrolyt mit Polyvinylpyrrolidon-Zusatz.
Die Abbildungen 3.9 – 3.11 zeigen Bilder von Kupfernanopartikeln von Elektrolyten, die aus Ammoniumchlorid gewonnen werden (Abb. 3.9) und wenn wasserlösliche Polymerlösungen als stabilisierende Zusätze dem Elektrolyten zugegeben werden (Abb. 3.9) (310, 3.11). Wie aus den Abbildungen ersichtlich ist, verringert die Einführung von Polyvinylpyrrolidon und Polyacrylamid in die Elektrolytlösung die Fähigkeit zur Agglomeration und führt zur Produktion von Partikeln mit einer kleineren Größenverteilung. Wie aus den Abbildungen 3.9 bis 3.11 ersichtlich ist, ist Polyvinylpyrrolidon der wirksamste Partikelstabilisator.
3.2.4 Untersuchung der Wechselwirkung von Stabilisatoren mit ultradispersen Pulverpartikeln
Um Polymerschalen auf der Oberfläche ultradisperser Kupferpulver zu erhalten, wurde die Analyse der Pulver mittels Infrarotspektroskopie durchgeführt. Diese Methode zeigt deutlich die Bildung von polymeren Bindungen, die komplexe Verbindungen auf der Oberfläche ultradisperser Kupferpulver bilden.
Die Abbildungen 3.12 und 3.13 zeigen Daten aus der Untersuchung von Polyacrylamid und Kupferkomplex, die im Prozess der Gewinnung von ultradispersem Kupferpulver gebildet wurden.
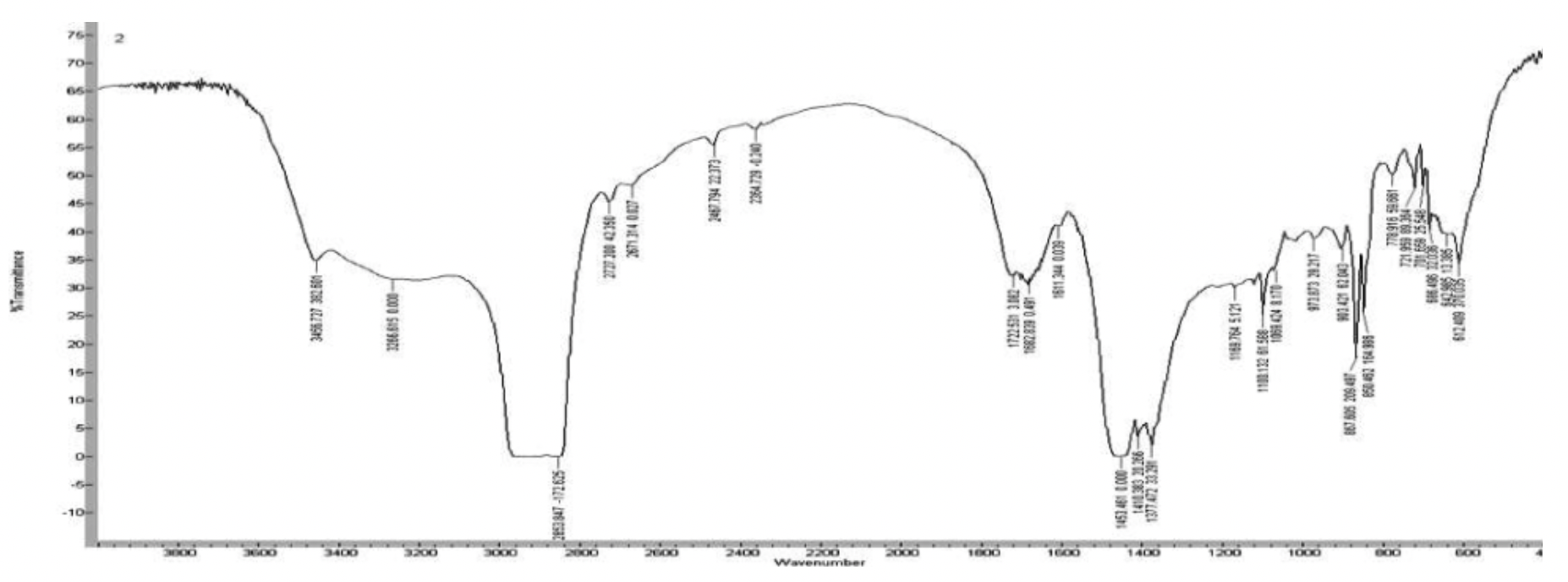
Abbildung 3.12 – IR-Spektrum einer ultradispersiven Kupfer-Pulveroberfläche,hergestellt mit Polyacrylamid als Stabilisator
In Infrarotspektren kann man die Valenzschwingungen funktioneller Gruppen unterscheiden, die sich von der Umgebung unterscheiden, in der die Spektren aufgenommen wurden:
-N-H – 3600-3000 см-1
-С-Н – 2900-2750 см-1
С=О -1700-1600 см-1
-С-С – 1300-1200 см-1
Wie aus den dargestellten IR-Spektren ersichtlich ist, verändert die Einführung von Polyacrylamid in den Elektrolyten die Valenzschwingungen der Amid- und Carboxylgruppen, was auf die Reaktion und den Erhalt eines Kupferkomplexes von Polyacrylamid hinweist.
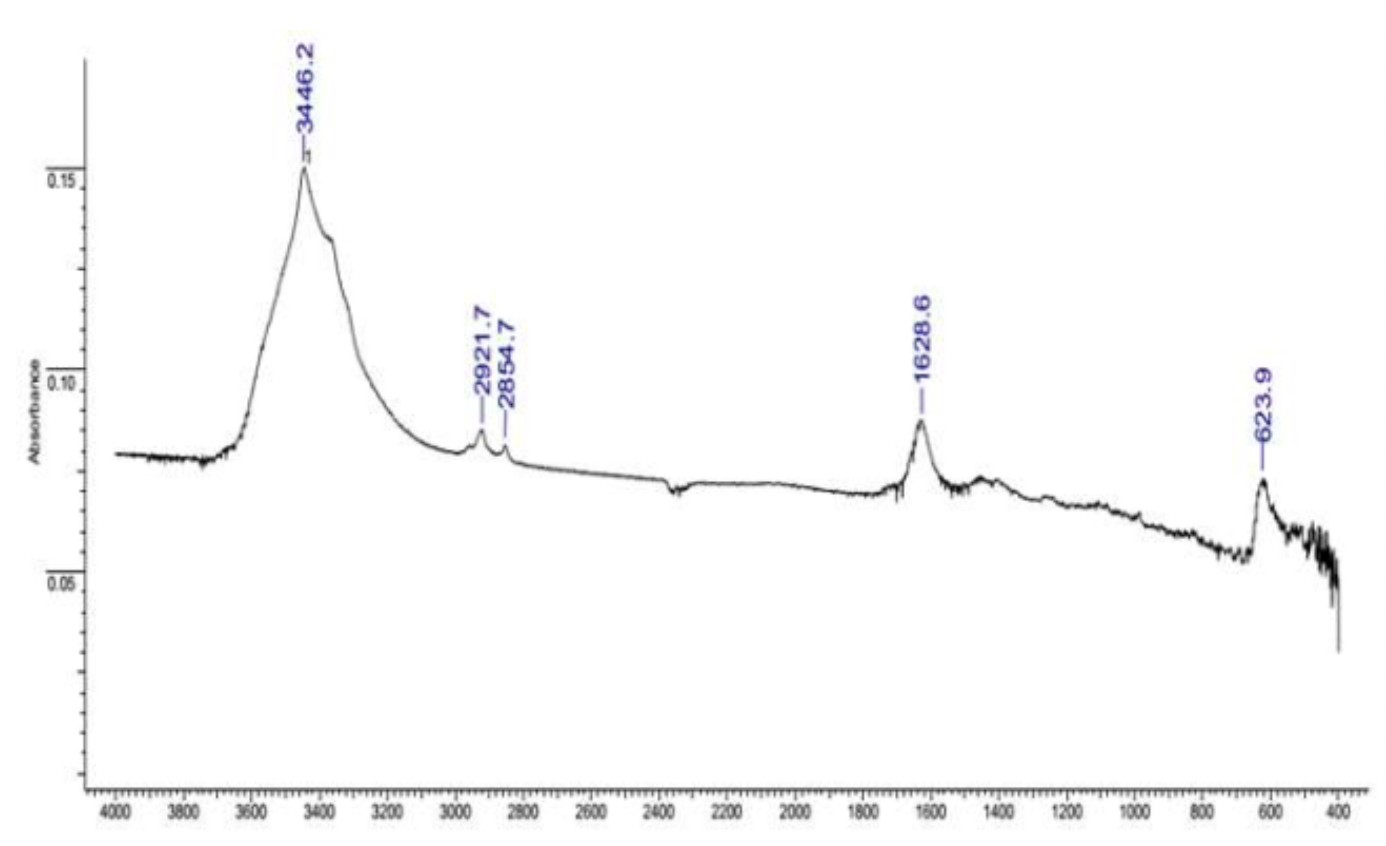
Abbildung 3.13 – IR-Spektrum eines ultradispersen Kupferpulvers nach der Entfernung von Polyacrylamid.
Wie aus Abbildung 3.13 ersichtlich ist, ist der Komplex aus Polyacrylamid und Kupfer sehr instabil, und bei einer kurzen Trennung und Wäsche des Pulvers zerfällt er und wird von der Oberfläche der Nanopartikel entfernt.
Dies wird auch durch die thermogravimetrische Analyse bestätigt.
Studie über ultradisperse Kupferpulver (Abb. 3.14), die aus mit Polyvinylpyrrolidon als Stabilisator, mit einem niedrigen Molekulargewicht von 8000±1500.
Die von diesem Polymer gebildete Schutzhülle hat eine stärkere chemische Bindung als die von Polyacrylamid.
Abbildung 3.14 – IR-Spektren: a – Polyvinylpyrrolidon; b – ultradispergiert ein Pulver, das unter Verwendung von Polyvinylpyrrolidon als Stabilisator erhalten wird.
Wie aus Abb. 3.14b ersichtlich ist, findet im Gegensatz zu Polyvinylpyrrolidon (Abb. 3.14a) eine Adsorption von Strahlung im Bereich 2360 – 2200 statt. Was auf die Bildung von ultradispersen Kupferpulvern auf der Oberfläche hindeutet, Koordinationsverbindungen mit Polyvinylpyrrolidon, das bei der Trennung und der Elektrolytwäsche nicht entfernt wird, unter Beibehaltung seiner Schutzeigenschaften.
3.2.5 Beständigkeit stabilisierter ultradisperser Pulver gegen Oxidation bei hohen Temperaturen
Die thermogravimetrische Analyse (TG) wurde verwendet, um die Oxidations- und chemische Wechselwirkungsbeständigkeit von ultradispersen Kupferpulvern zu testen. Bei der Arbeit wurde der Thermoanalyzer STA 449C verwendet.
Die Analyse wurde im Modus lineare Erwärmung im Bereich von 10-600 ° C mit einer Aufheizrate von 10 Grad /min in der Luftatmosphäre.
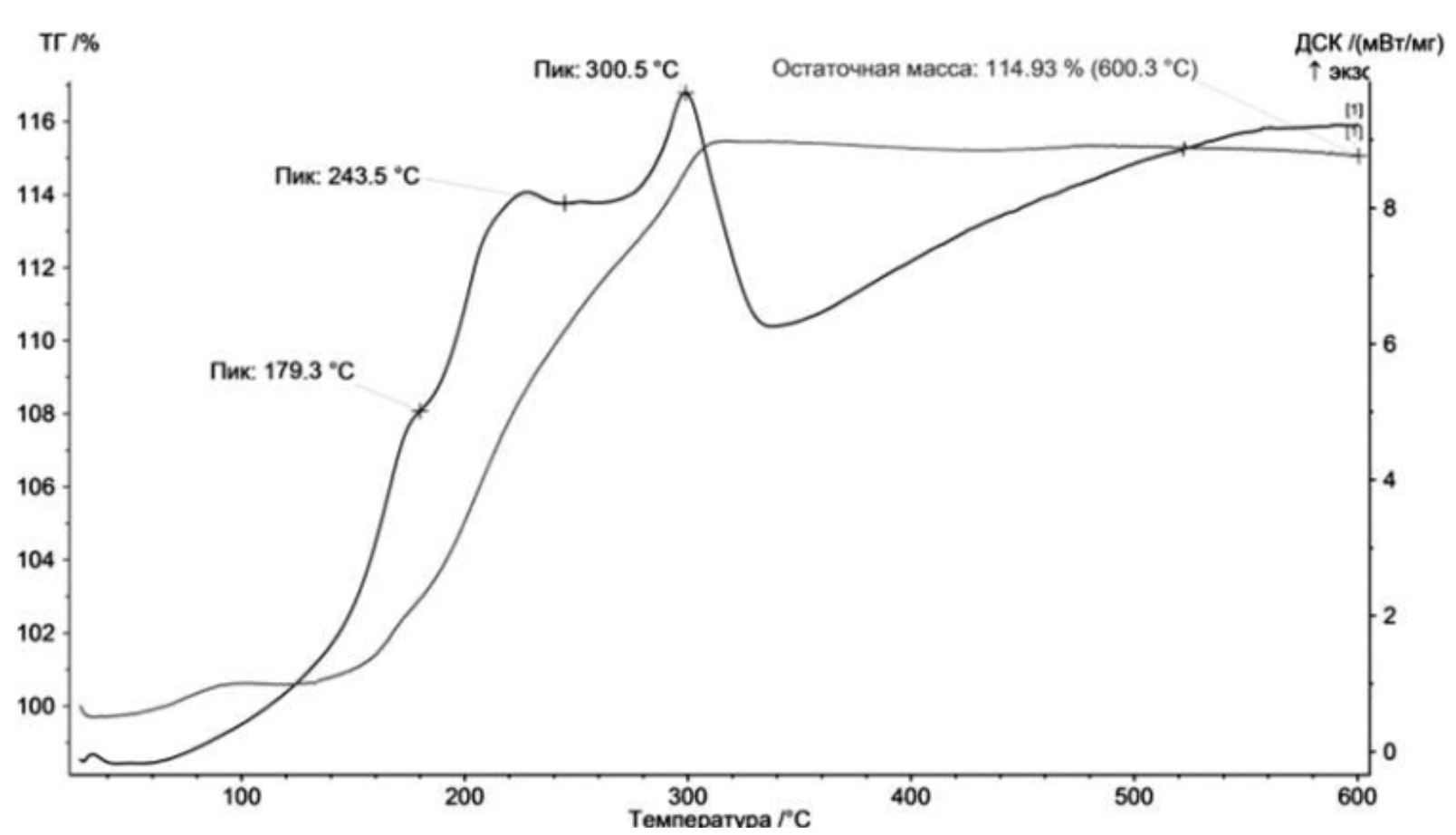
Abbildung 3.15 – Thermogravimetrische Analyse von ultradispergierten Kupferpulvern, die aus Ammoniakelektrolyt ohne Zusätze gewonnen wurden
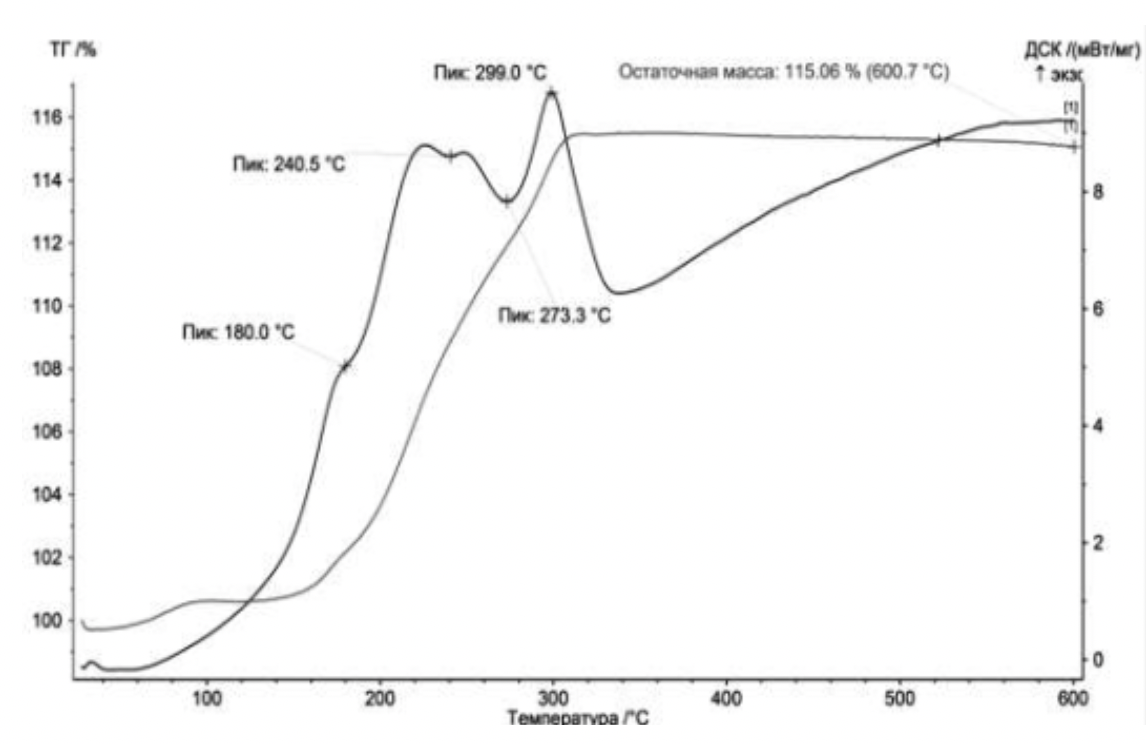
Abbildung 3.16 – Thermogravimetrische Analyse von ultradispergierten Kupferpulvern, die aus einem Ammoniakelektrolyten gewonnen wurden, mit Polyacrylamid-Zusatz
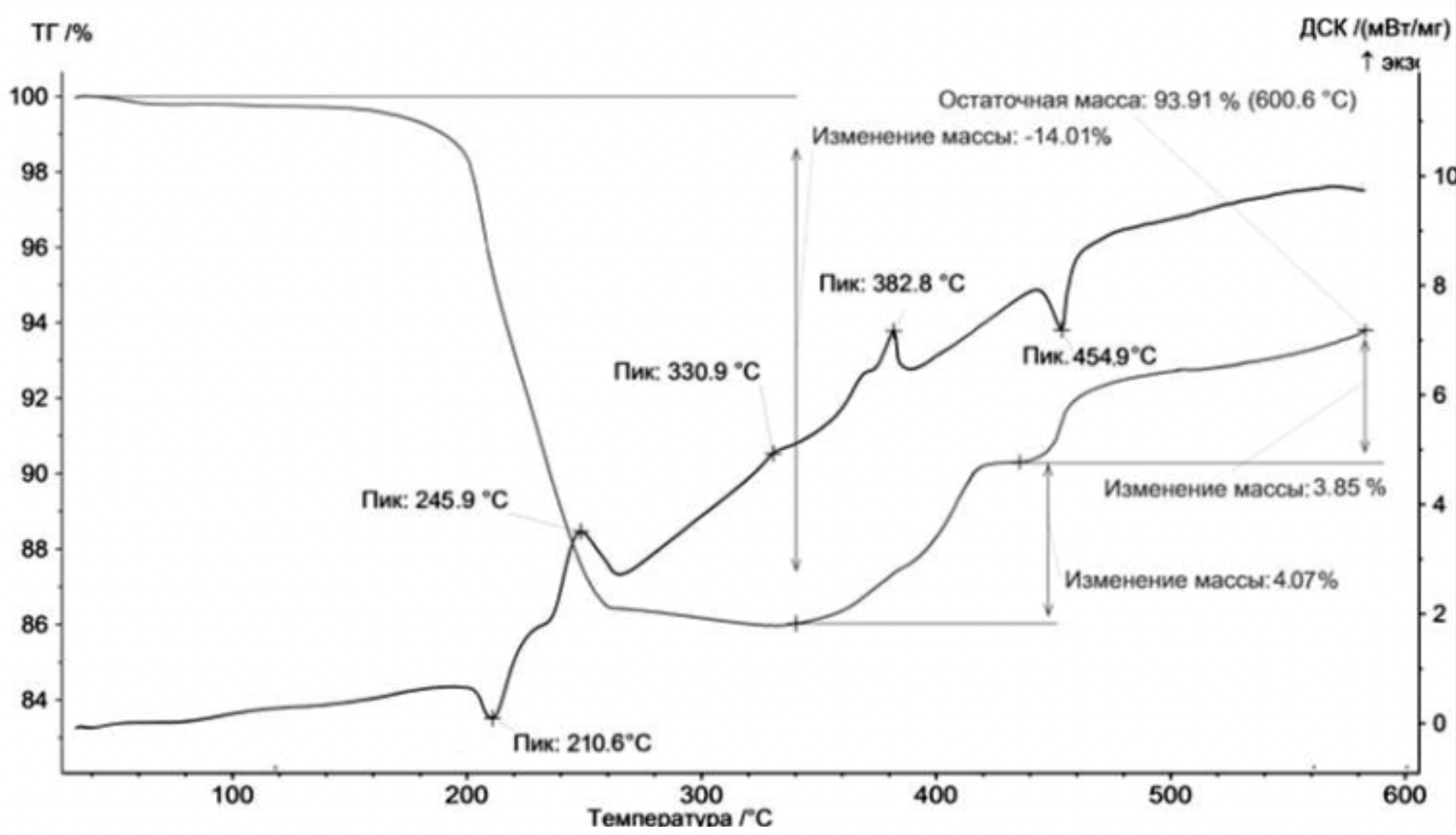
Abbildung 3.17 – Thermogravimetrische Analyse von ultradispersen Kupferpulvern, die aus einem Ammoniakelektrolyten mit Zusatz von Polyvinylpyrrolidon gewonnen wurden
Die vorgestellten Thermogramme von ultradispersen Kupferpulvern, die mit und ohne Verwendung von wasserlöslichen Polymeren als Partikelstabilisatoren erhalten wurden (Bilder 3.15 – 3.17).
Der Änderungscharakter einer Art Abhängigkeit der thermogravimetrischen Analyse und der Differential-Scanning-Kalorimetrie vom Temperaturanstieg lässt eine Schlussfolgerung zu einem signifikanten Unterschied in der Reaktivität dieser Proben in Bezug auf die Oxidation in der Luft.
Ultradispergiertes Pulver, das ohne den Einsatz von Stabilisatoren gewonnen wird, beginnt bei geringer Erwärmung von 25-140oC zu oxidieren, und das Probengewicht steigt um 1-1,5%.
Der intensive Oxidationsprozess findet im Temperaturbereich von 140-300oC statt,
Die Gesamtgewichtszunahme beträgt 14,93%, die weitere Oxidation der ultradispersen Kupferpulver erfolgt mit einer leichten Erhöhung der Prozessgeschwindigkeit bis zu 600оС.
Wie auf der DSC-Kurve (Abb. 3.15) zu sehen ist, ist der Kupferoxidationsprozess exotherm.
Die Kurve kann in 3 Teile geteilt werden.
Der erste Abschnitt 10-179.3oC weist eine exotherme Reaktion auf, die für die Bildung von Kupferoxid charakteristisch ist (I), wie aus Abschnitt 179.3-300.5oC ersichtlich ist gibt es einen weiteren Anstieg, der durch den Übergang von Kupferoxid (I) zu Kupferoxid erklärt werden kann(II), die vollständig mit der thermogravimetrischen Analyse übereinstimmt.
Bei einem Temperaturabschnitt von 300,5оС- 600оС gibt es einen Abfall und Anstieg der Kurve der Differential-Scanning-Kalorimetrie, die das Ende der Oxidationsreaktion und ein etabliertes Gleichgewichtsregime anzeigt.
Die Daten in den Abbildungen 3.15 und 3.16 sind identisch, was auf die Abwesenheit von Polymer auf der Oberfläche von Kupferpartikeln hinweist.
Abbildung 3.17 zeigt die Kurven der Thermogravimetrie und der Differential-Scanning-Kalorimetrie im Temperaturbereich 10-600оС für ultradisperse Kupferpulver, die im Prozess der Gewinnung von Polyvinylpyrrolidon stabilisiert wurden.
Wie aus der Kurve der Thermogravimetrie auf dem Intervall 0-160оС ersichtlich ist, gibt es eine leichte Massenänderung von 1,5-2%, die durch die Entfernung ultradisperser Pulver aus flüchtigen Verbindungen und Restfeuchtigkeit von der Oberfläche charakterisiert werden kann.
Im Temperaturbereich von 160-260оС beträgt der Gewichtsabfall 13%, was sich durch die Zerstörung des Polymers und seine teilweise Entfernung von der Oberfläche ultradisperser Kupferpulver erklärt.
Im Temperaturbereich 260-340оС zeigt die Thermogravimetriekurve einen weniger intensiven Gewichtsabfall, die sich durch die teilweise Entfernung des Polymers von der Oberfläche ultradisperser Pulver und den Beginn der Oxidation auszeichnet.
Am Punkt 340оС auf der Thermogravimetriekurve gibt es die endgültige Entfernung der polymeren Schutzschicht und den begrenzten Oxidationsprozess der ultradispersen Kupferpulver, die Gewichtszunahme auf dem Abschnitt der Thermogravimetriekurve im Temperaturbereich von 340-600оС beträgt 7,92%.
3.2.6 Einfluss von Stabilisatoren auf die Phasenzusammensetzung von hergestellten ultradispersen Kupferpulvern
Die Phasenzusammensetzung von ultradispersen Pulvern wurde mittels Röntgenanalyse untersucht, das Röntgenbeugungsdiagramm ist in Abbildung 3.18 dargestellt.
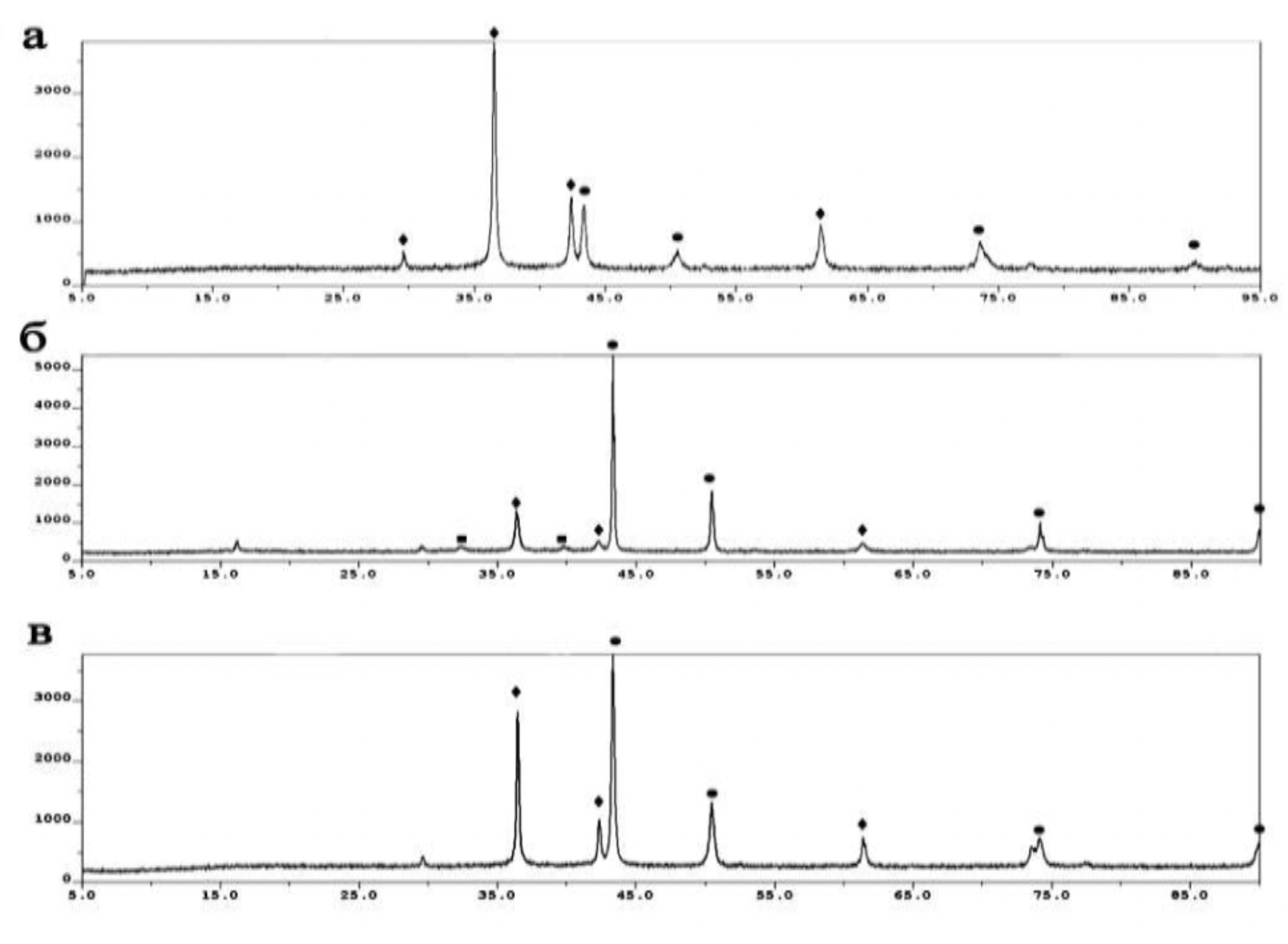
Abbildung 3.18 – RFA-Kupfer-EDP-Spektren: a) ohne Zusatzstoffe;
- b) mit Zusatz von
Polyacrylamid;
- c) mit dem Zusatz von Polyvinylpyrrolidon (PVP).
■– Cu; ♦– Cu2O; ■-CuO.
Die Ergebnisse der Röntgenphasenanalyse weisen auf das Vorhandensein von kristallinen Phasen von Kupfer und Kupferoxiden in der Zusammensetzung der untersuchten ultradispersen Pulver hin.
Im Gegensatz zum Ausgangspulver (Abb. 3.18 a) ist in Abb. 3.18 b ein erhöhter Gehalt der entsprechenden reinen Kupferphase zu sehen, sowie Kupferoxid, jedoch in unwesentlichen Mengen.
Abbildung 3.18c zeigt die Phasenzusammensetzung ultradisperser Elektrolytpulver, die aus Ammoniumchlorid gewonnen werden mit einer zusätzlichen Injektion von Polyvinylpyrrolidon als Stabilisator, die die Wirkung dieses Zusatzstoffes nicht nur auf die Größe der resultierenden ultradispersen Pulver zeigt, sondern auch auf ihre Struktur und Eigenschaften.
Veränderungen in der Phasenzusammensetzung ultradisperser Pulver im Herstellungsprozess weisen darauf hin, dass die Einführung von Polyacrylamid in den Elektrolyten nicht nur zur Verringerung der Partikelgröße ultradisperser Pulver beiträgt, sondern auch deren Phasenzusammensetzung beeinflusst.
Auch auf dem Röntgenbild von Abbildung 3.18c gibt es keine CuO entsprechenden Peaks, was auf die Abwesenheit solcher Verbindungen in dieser Probe hinweist.
3.3 Schlussfolgerungen aus Kapitel 3
Im Zuge der durchgeführten Untersuchungen zu den Prozessen der Gewinnung von Pulvern aus Ammoniakelektrolyten aufgrund der Erzeugung von Reduktionsmitteln an der Anode sowie auf der Basis der gewonnenen experimentellen Daten wurden folgende Schlussfolgerungen gezogen:
1) Es wird die Möglichkeit aufgezeigt um die Eigenschaften von ultradispersen Pulvern zu kontrollieren, als Partikelform, Phase und die Partikelgrößenverteilung im Prozess.
2) Die Herstellung von ultradispersen Pulvern im Impulsmodus ermöglicht es, die Größe der Partikel zu reduzieren und eine gleichmäßigere Verteilung über die Partikelgrößenverteilung zu erreichen, relativ zu ultradispersen Pulvern, die mit Gleichstrom hergestellt werden.
3) Es wurde festgestellt, dass die Einführung von Polyacrylamid in den Elektrolyten die durchschnittliche Partikelgröße auf 0,36 µm reduziert und die Menge der Nanofraktion erhöht. Dabei bildet sich auf der Oberfläche der Partikel ein Polymerfilm, der beim Waschen zusammen mit dem Elektrolyten von der Oberfläche entfernt wird, dadurch wird die Reinheit der resultierenden ultradispersen Pulver verbessert. Die Form des resultierenden Pulvers ist dendroid.
4) Die Einführung von Polyvinylpyrrolidon in den Elektrolyten reduziert die Größe der Partikel, verändert die Partikelgröße und die Fraktionszusammensetzung des resultierenden Pulvers, bietet zusätzlichen Schutz vor Sauerstoff, der seine Menge um etwa das Zweifache reduziert, und verhindert das Auftreten von Kupferoxiden im Endprodukt (II).
5) Pulver, die unter Verwendung von Polyvinylpyrrolidon als Stabilisatorpartikel hergestellt wurden, werden erst nach Entfernung von der Oberfläche des Schutzfilms thermisch oxidiert.
6) Pulver aus Kupfer, das mit wasserlöslichen Polymeren stabilisiert ist, kann für den Einsatz in Antifriktions-Verbundwerkstoffen auf der Basis verschiedener Polymermatrizen als Legierungszusatz empfohlen werden, um die Härte zu erhöhen und den Verschleiß zu verringern.
Kapitel 4
Untersuchung der Eigenschaften von Verbundwerkstoffen, die mit ultradispersem Kupferpulver gefüllt sind
4.1 Verbundwerkstoffe mit Fluorkunststoffmatrix
Bei der Entwicklung von Verbundwerkstoffen mit Polymermatrix müssen die in der Mischung auftretenden Prozesse berücksichtigt werden. Es handelt sich um Phasenübergänge des Materials (Glasübergang, Erweichung, Plastifizierung) und Schwierigkeiten bei der Produktbildung aufgrund rheologischer Eigenschaften und der teilweisen Zerstörung von Makromolekülen in Polymerketten.
4.1.1 Optimierung von Verbundwerkstoff-Zusammensetzungen durch die Methode des mathematischen Planungsexperiments
Die Methode der zentralen Kompositionsplanung wurde zur Optimierung von Kompositionen verwendet [132]. Als Einflussfaktoren wird die Methode gewählt:
X1 – Konzentration von ultradispersem Kupferpulver, X2 – Druck, X3 – Mischzeit.
Zerstörende Spannung bei der Kompression wird als Reaktionsfunktion akzeptiert. Die Niveaus und Intervalle der Variation sind in Tabelle 4.1 angegeben.
Zur Realisierung von Planungsmatrizen des Experiments zur Optimierung der Empfangsbedingungen für die Gewinnung der Kompositionen Materialien, die auf ultradispergiertem Kupferpulver basieren, wurden die folgenden Basisniveaus und Faktorvariationsintervalle ausgewählt (Tabelle 4.1).
Tabelle 4.1 – Werte der Grundstufe und Variationsintervalle
Faktoren der Experimentplanungsmatrix zur Optimierung der Bedingungen der Herstellung von Kupferpulver
|
Faktor
|
Variations-Intervall | Grundlegendes Level | |
|
Name
|
Abbildung |
||
|
Gehalt an ultradispersen Pulvern in der Mischung, Gewichtsprozent % |
X1
|
20 | 50 |
| Druck, MPa
|
X2
|
40 | 180 |
| Rührdauer, Minuten
|
X3 |
5 | 10 |
Die Wahl solcher Werte wurde durch vorläufige Experimente bestimmt und stellt ein durchschnittliches Intervall der Variation der Faktoren dar.
Einer der Hauptfaktoren bei der Herstellung von Nanomaterialien ist auch die Mischzeit der Mischungskomponenten, die für die gleichmäßige Verteilung des Füllstoffs über das gesamte Volumen der Matrix verantwortlich ist.
Um die Bedingungen für die Gewinnung eines Verbundmaterials zu optimieren wurde eine Planungsmatrix für ein Full-Factor-Experiment 23 implementiert.
(Tabelle 4.2).
Tabelle 4.2 – Experimentelle Planungsmatrix zur Optimierung der Bedingungen für die Nickelpulverproduktion
|
Nr.Experiment
|
Faktorwerte in kodierten Variablen |
Y |
|||||
| X1 | X2 | X3 | X1X2 | X1X3 | X2X3 | ||
| 1
|
+1 | +1 | +1 | +1 | +1 | +1 | 292 |
|
2 |
-1 | +1 | +1 | -1 | -1 | +1 | 251 |
|
3 |
+1 | -1 | +1 | -1 | +1 | -1 | 210 |
|
4 |
-1 | -1 | +1 | +1 | -1 | -1 | 180 |
| 5
|
+1 | +1 | -1 | +1 | -1 | -1 | 286 |
| 6
|
-1 | +1 | -1 | -1 | +1 | -1 | 241 |
| 7
|
+1 | -1 | -1 | -1 | -1 | +1 | 163 |
| 8 | -1 | -1 | -1 | +1 | +1 | +1 | 123 |
Die Widerstandsfähigkeit des Materials gegen Bruchlasten wurde als Reaktionsfunktion verwendet.
Um die Streuung der Reproduzierbarkeit abzuschätzen, wurde die Erfahrung auf der Basisebene 3 Mal wiederholt.
Auf der Grundlage der erhaltenen Ergebnisse wurden die Koeffizienten der quasilinearen Regressionsgleichung (4.1) berechnet:
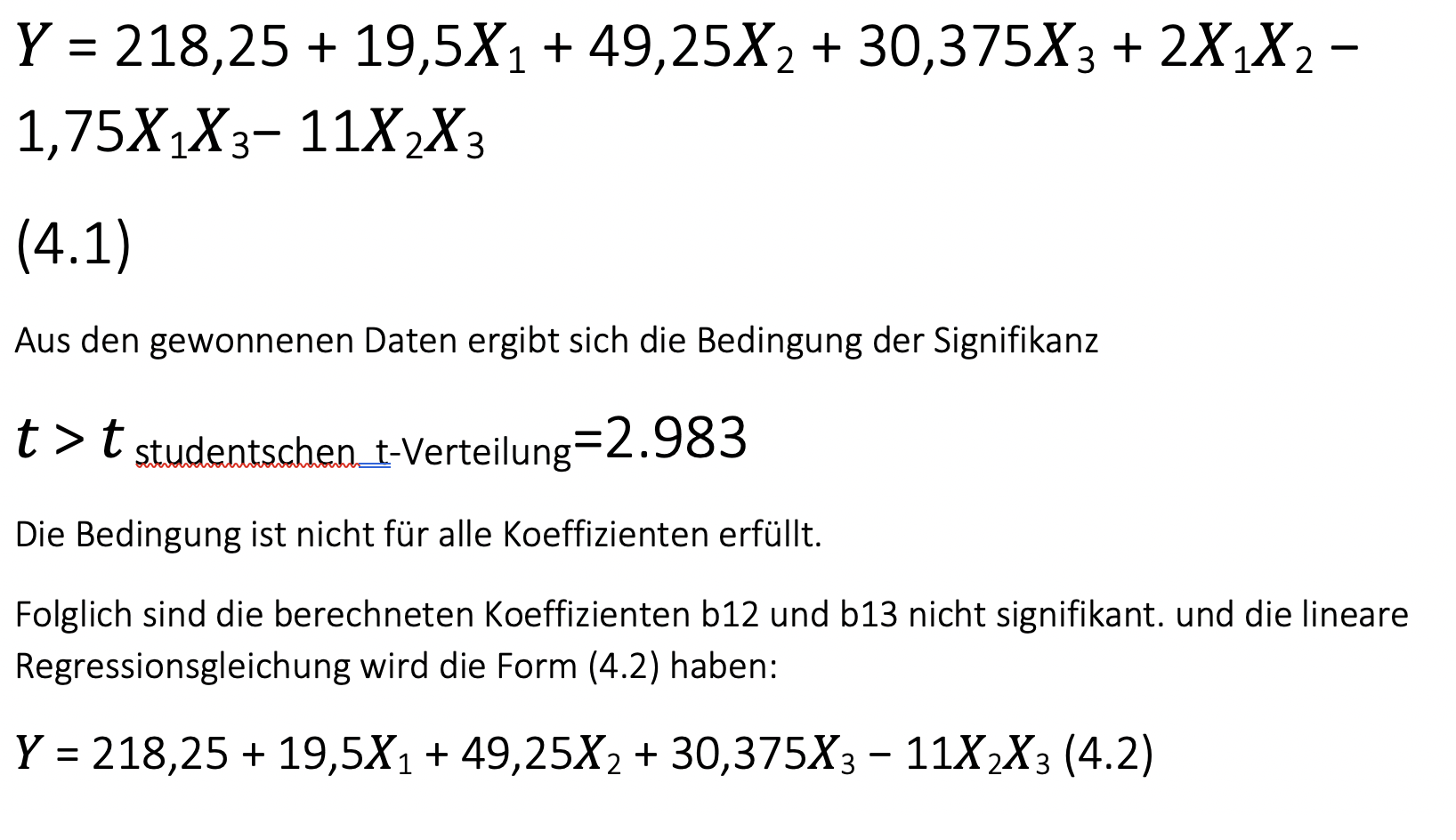 Die Vorzeichen der erhaltenen Koeffizienten bedeuten, dass die Bewegung bis zum erforderlichen Maximum in Richtung einer Erhöhung der Konzentration von ultradispersen Kupferpulvern, des Pressdrucks und der Mischzeit erfolgen sollte.
Die Vorzeichen der erhaltenen Koeffizienten bedeuten, dass die Bewegung bis zum erforderlichen Maximum in Richtung einer Erhöhung der Konzentration von ultradispersen Kupferpulvern, des Pressdrucks und der Mischzeit erfolgen sollte.
Das bedeutet, dass es zur Erzielung der maximalen Festigkeit des Materials notwendig ist, Bedingungen zu schaffen, die eine Agglomeration des Füllstoffs verhindern.
Die durchgeführten Studien über die Planungsmatrix hinaus haben gezeigt, dass eine Erhöhung der Mischzeit der Kompositmaterialkomponenten nicht zu verbesserten Eigenschaften führt, so, dass wir statt der variablen X3 die optimale Mischzeit von 12,5 Minuten nehmen.
Untersuchung des Bereichs der optimalen Bedingungen
Um die Planungsmatrix zu optimieren, wurde eine zentrale kompositorische Planung des Experiments durchgeführt.
Erstellen wir eine Planungsmatrix mit den zwei wichtigsten Faktoren (Tabelle 4.3).
Tabelle 4.3 – Werte des Grundniveaus und Variationsintervalle der Faktoren der Planungsmatrix des Experiments zur Untersuchung des Bereichs der optimalen Bedingungen für die Gewinnung von Kupferpulver
|
Faktor
|
Variations-Intervall | Grundlegendes Level | |
| Bezeichnung
|
Symbol
|
||
| Gehalt an ultradispersen Pulvern in der Mischung, Gewichtsprozent.
|
X1 |
20 | 50 |
|
Pressdruck, MPa |
X2 |
50 | 150 |
Um die Bedingungen für die Gewinnung von Verbundmaterial zu optimieren, wurde eine Planungsmatrix für ein vollwertiges Experiment mit zusätzlichen Untersuchungen in den „Stern“-Punkten und dem Planzentrum implementiert (Tabelle 4.4). (Tabelle 4.4).
Tabelle 4.4 – Experimentplanungsmatrix zur Optimierung der Bedingungen für die Gewinnung von Nickelpulver
|
Nummer des Experiments
|
Faktorwerte in kodierten Variablen | Y | |||||
| X1 | X2 | X1X2 | X1* | X2* | |||
|
Vollständiges Faktor-Experiment
|
1 |
-1 | -1 | +1 | +0,33 | +0,33 | 180 |
|
2 |
+1 | -1 | -1 | +0,33 | +0,33 | 210 | |
|
3 |
-1 | +1 | -1 | +0,33 | +0,33 | 251 | |
|
4 |
+1 | +1 | +1 | +0,33 | +0,33 | 292 | |
|
Experimente an Sternpunkten |
5
|
+1 | 0 | 0 | +0,33 | -0,67 | 203 |
| 6 | -1 | 0 | 0 | +0,33 | -0,67 | 306 | |
|
|
7 | 0 | +1 | 0 | -0,67 | +0,33 | 286 |
| 8 | 0 | -1 | 0 | -0,67 | +0,33 | 298 | |
| Erfahrung im Mittelpunkt des Plans | 9 | 0 | 0 | 0 | -0,67 | -0,67 | 296 |
Auf der Grundlage der erhaltenen Ergebnisse wurden die Koeffizienten der quasilinearen Regressionsgleichung (4.3) berechnet:

(4.3)
Höhere Füllstoffkonzentration und höherer Pressdruck tragen zu höheren Materialbelastungen bei.
Die Antwortflächen sind in Abbildung 4.1 dargestellt.
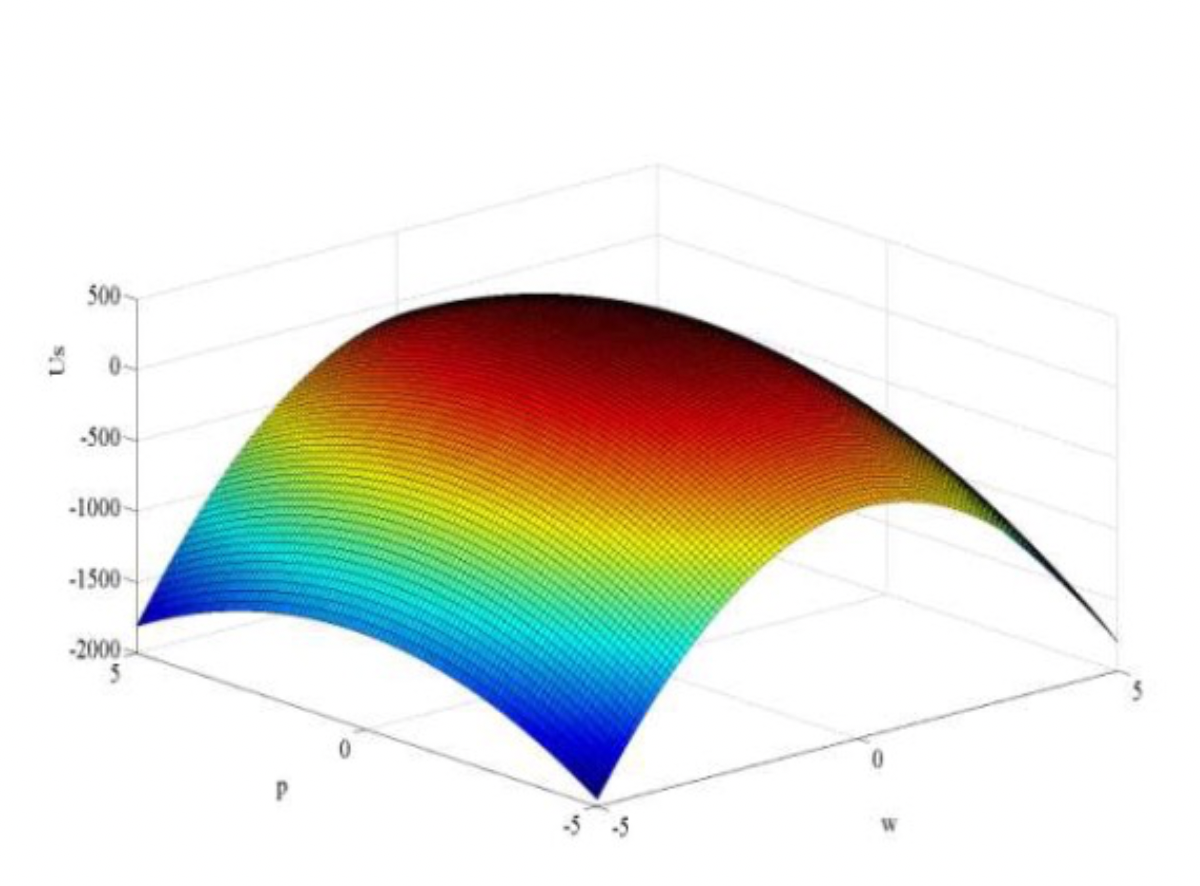
Abbildung 4.1 – Antwortfläche
So liegt der optimale Gehalt an ultradispersen Kupferpulvern bei 45-47% der Masse, und der Pressdruck beträgt 173,6 MPa.
Das durch die Elektrolyse-Methode erhaltene ultradisperse Pulver, stabilisiert durch wasserlösliche Polymere des Chlorid-Ammonium-Elektrolyten, wurde als Zusatz zu Polymer-Kompositmaterialien mit hohem Füllgrad von 30-70% verwendet.
Ultradisperse Kupferpulver wurden als Füllstoffe für Polymere verwendet, als die F-4 und PE-277 wegen ihrer hohen Gleiteigenschaften, aber nicht ausreichender physikalischer und mechanischer Eigenschaften sowie der Ähnlichkeit der Verarbeitungs- und Produktionsmethoden der in der Pulvermetallurgie verwendeten Produkte ausgewählt wurden.
Es wurde ein mathematisches Modell erstellt, um den Einfluss von nanoskaligen Kupferpartikeln, die durch verschiedene in Kapitel 3 beschriebene Methoden erhalten wurden, auf die Eigenschaften von Verbundmaterialien zu untersuchen, die die Optimierung der Zusammensetzungen von Verbundwerkstoffen auf der Basis von Fluorkunststoff F-4 ermöglicht. Die optimierten Daten sind in Tabelle 4.5 dargestellt.
Tabelle 4.5 Zusammensetzungen von Mischungen zur Vorbereitung von Proben auf der Basis von Fluorkunststoff F-4, optimiert durch die Methode der mathematischen Planung.
|
Nr. Kompositionen
|
Inhalt der Komponente, Masse, %
|
|||
| PTFE 4
|
Ohne Stabilisatoren gewonnenes Pulver
|
Durch Zusatz von Polyacrylamid gewonnenes Pulver
|
Durch Zusatz von Polyvinylpyrrolidon gewonnenes Pulver
|
|
| 1
|
100 | – | – | – |
| 2 | 65 | 35 | – | – |
| 3
|
65 | – | 35 | – |
|
4 |
65 | 35 | ||
|
5 |
54 | 46 | ||
|
6 |
54 | 46 | ||
| 7
|
54 | 46 | ||
| 8
|
37 | 63 | ||
|
9
|
37 | 63 | ||
|
10
|
37 | 63 | ||
Um zuverlässige Daten zu erhalten, wurden von jeder Zusammensetzung 3 Proben vorbereitet.
4.1.2 Verformung von gesinterten Verbundwerkstoffen
Das Mischen wurde in einem Trommelmischer mit Keramikkugeln von 10 mm Durchmesser für 12-15 Minuten bei einer Umfangsgeschwindigkeit der Trommel von nicht mehr als 0,3-0,5 m/s durchgeführt.
Es wurde gepresst bei einem Druck von 1100-1200 kg/cm2 in einer zylindrischen Form d=12 mm.
Nach dem Entgraten wurden mit dem Mikrometer USSR 5417 die linearen Abmessungen der vor und nach dem Sintern erhaltenen Proben gemessen (Tabelle 4.6).
Das Sintern wurde bei 370-410°C für 2,5 Stunden in einer Argon-Inertgasumgebung durchgeführt.
Tabelle 4.6 – Änderung der linearen Größen der Proben während des Sinterns
|
Nummer der Probe
|
Vor der Sinterung
|
Nach der Sinterung
|
Änderung der linearen Abmessungen | ||||
| h, мм | d, мм | h, мм | d, мм | Δh, мм | Δd, мм | ||
| 1 | 6,65 | 12,01 | 6,31 | 11,53 | 0,34 | 0,48 | |
| 2 | 6,35 | 12,01 | 6,17 | 11,69 | 0,18 | 0,32 | |
| 3 | 6,48 | 12,0 | 6,32 | 11,73 | 0,16 | 0,27 | |
| 4 | 6,93 | 12,0 | 6,71 | 11,71 | 0,22 | 0,29 | |
| 5 | 6,17 | 12,0 | 6,01 | 11,75 | 0,16 | 0,25 | |
| 6 | 6,28 | 12,0 | 6,14 | 11,78 | 0,14 | 0,22 | |
| 7 | 6,34 | 12,0 | 6,19 | 11,8 | 0,15 | 0,2 | |
| 8 | 6,69 | 12,0 | 6,43 | 11,73 | 0,26 | 0,27 | |
| 9 | 6,21 | 12,0 | 5,97 | 11,76 | 0,24 | 0,24 | |
| 10 | 6,37 | 12,0 | 6,09 | 11,81 | 0,28 | 0,19 | |
Durch die Veränderung der linearen Abmessungen der Proben kann man sehen, dass die Proben aus Verbundwerkstoffen, die mit Kupferpulver legiert sind, weniger stark schrumpfen als in der Höhe,als auch im Durchmesser.
4.1.3 Physikalisch-mechanische Eigenschaften von Verbundwerkstoffen
Um die Auswirkung von ultradispersen Kupferpulvern auf die Festigkeitseigenschaften von Verbundwerkstoffen zu bestimmen, wurden Druckversuche durchgeführt. Die Daten sind in Tabelle 4.7 dargestellt.
Tabelle 4.7 – Druckversuchsdaten für Kompositmaterialien
| Nummer der Komposition
|
Kompression Zerstörende Spannung kgs/cm2
|
|
| 5% Verformung | 10% Verformung | |
| 1
|
100 | 125 |
| 2
|
218 | 283 |
| 3
|
224 | 296 |
| 4
|
251 | 360 |
| 5
|
278 | 334 |
| 6
|
286 | 349 |
| 7 | 302 | 358 |
| 8
|
286 | 309 |
|
9 |
274 | 312 |
| 10 | 292 | 318 |
Die obigen Daten zeigen also, dass die Verwendung von ultradispersen Kupferpulvern als Zusatz zu hochgefüllten Verbundwerkstoffen deren Widerstandsfähigkeit gegen die angewandte Belastung erhöht. Darüber hinaus zeigte ein Zusatz von stabilisierten ultradispersen Kupferpulvern, die aus einem anodisch-synthetisierten Elektrolyten gewonnen wurden, ein höheres Ergebnis als die Verwendung von Markenpulver, das aus der gleichen Technologie stammt, jedoch ohne Stabilisatoren. Es ist auch zu beachten, dass aufgrund der Relaxationseigenschaften der Polymere und der gleichmäßigen Verteilung des Füllstoffs über das gesamte Volumen festgestellt wurde, dass, wenn die Verformung bei der Kompression 4 % nicht überschreitet, Materialien, die bis zu 45-57 % stabilisiertes, ultradisperses Kupferpulver enthalten, nach dem Entfernen der Belastung in der Lage sind, ihre frühere Größe und Form wiederherzustellen, ohne ihre Antifriktionseigenschaften zu verlieren. Materialien, die mit unstabilisierten ultradispersen Pulvern hergestellt werden, haben nicht so starke Eigenschaften, um ihre Form zu erhalten und bei einer Verformung von 1-1,5 %, können ihre ursprüngliche Form nicht mehr wiederherstellen.
Dies ist auf die Adhäsionskraft zwischen der Matrix und dem Füllstoff zurückzuführen.
Dies wird erreicht, indem der Füllstoff stabilisiert und vor Agglomeration und verschiedenen Einflüssen (z.B. hohe Temperaturen und Oxidation) geschützt wird.
Eine wichtige Rolle in diesem Prozess spielt Polyvinylpyrrolidon, das als Stabilisator verwendet wird, bei der Gewinnung ultradisperser Pulver und der Bildung von Polyvinylpyrrolidonfilmen auf der Oberfläche von Nanopartikeln, was wiederum die Verwendung solcher Pulver zur Herstellung von Produkten aus hochgefüllten Polymerverbundwerkstoffen ermöglicht. Die Eigenschaften solcher Zusammensetzungen können sich erheblich von denen unterscheiden, die durch die Einführung verschiedener unstabilisierter Füllstoffe erzielt werden. Von besonderem Interesse sind Nano- und Mikrometallpartikel, in diesem Fall Kupfer. Die Wirkung verschiedener Additive auf die Härte der erhaltenen Verbundwerkstoffe wurde untersucht.
Wie aus Abbildung 4.2. ersichtlich ist, verbessert die Einführung stabilisierter ultradisperser Pulver die Eigenschaften von Verbundwerkstoffen erheblich.
Gleichzeitig wurde bei den auf der Basis des Fluorkunststoffs F-4 gewonnenen Proben die Zunahme der Materialhärte beobachtet.
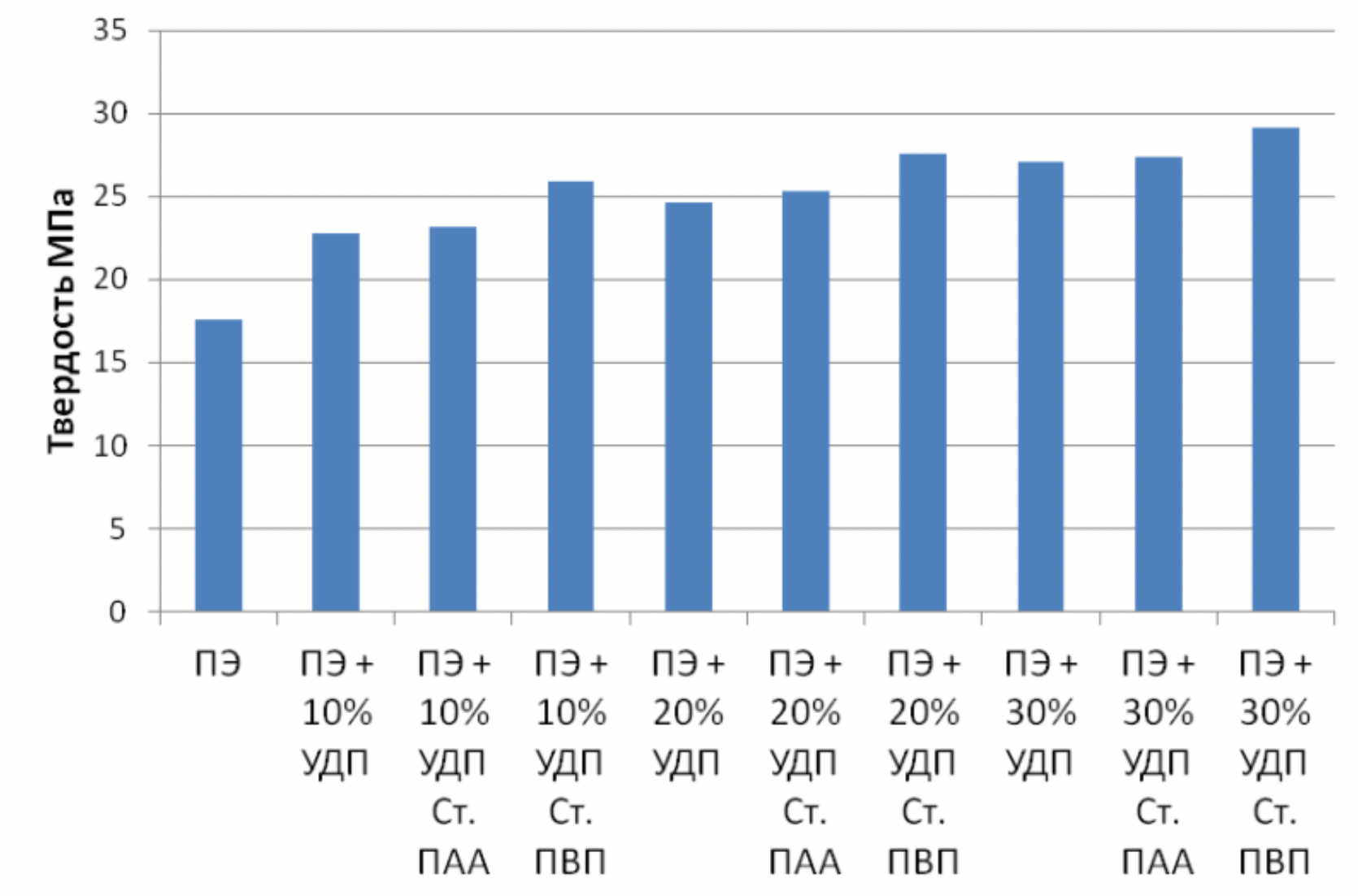
Bild 4.2 – Brinellhärte von ungehärteten Proben
Abhängig von der Abkühlungsgeschwindigkeit nach dem Sintern ist es möglich, gehärtete Produkte mit höherer Härte zu erhalten, dazu wird die Probe nach dem Sintern mit 100-200oC/sec schnell abgekühlt. Dies ist wahrscheinlich auf die reduzierte Kristallinität des Polymers und damit auf seine Dichte und Härte zurückzuführen.
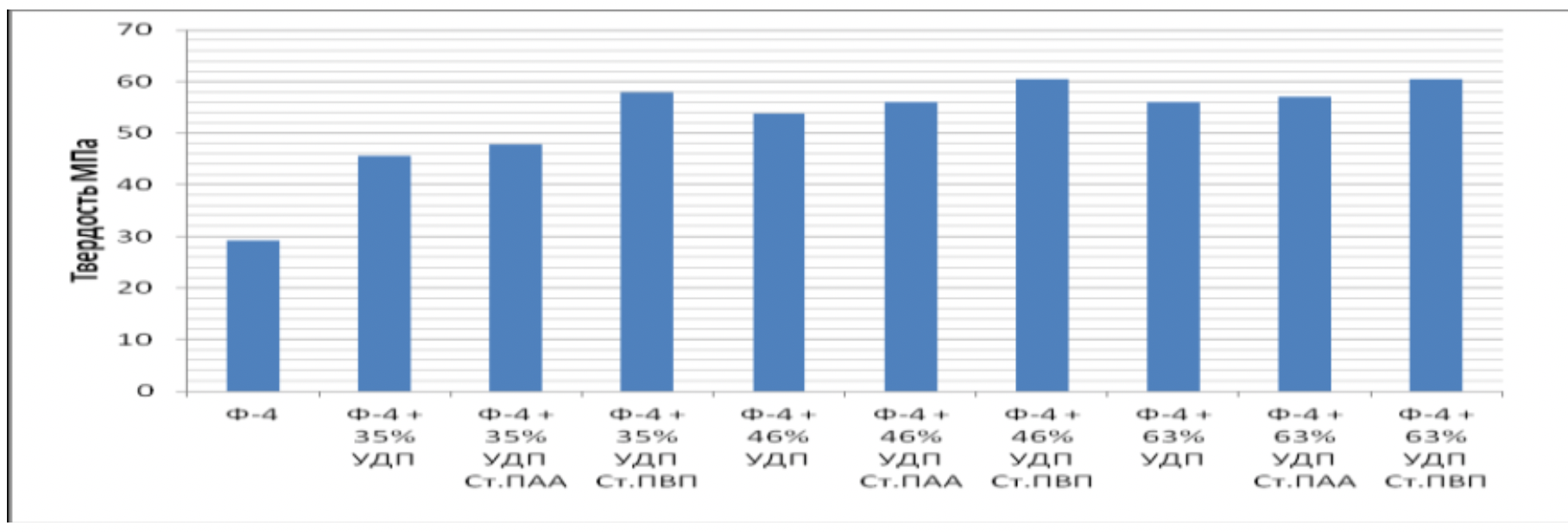
Bild 4.3 – Brinellhärte der Proben nach dem Härten
Die Einführung von ultradispersen Kupferpulvern führt zu einer nahezu linearen Härtung des Materials.
Wie in den Abbildungen 4.2 und 4.3 zu sehen ist, wird durch die Einführung von Kupfernanopartikeln die Härte eines Komposits im Vergleich zu einem reinen Polymer mehr als verdoppelt. Die Zusammensetzungen 7 und 10 entsprechen dem maximalen Härtewert im Vergleich zu anderen Zusammensetzungen.
Eine Erhöhung des Füllstoffanteils auf 70% führt jedoch zu einer Härteabnahme. Dies ist darauf zurückzuführen, dass bei einem Füllstoffgehalt von 70 % oder mehr der Pressdruck erhöht werden muss, die Struktur der Kompositmaterialien sich jedoch verformt und Agglomerate bildet, was zu einer Regression der Eigenschaften von Kompositmaterialien führt.
4.1.4 Antifriktions- und verschleißfeste Eigenschaften
Bei der Auswahl des optimalen Füllstoffgehalts ist zu beachten, dass die für Gleitlager verwendeten Werkstoffe eine hohe Verschleißfestigkeit bei hohen spezifischen Belastungen und damit einen niedrigen Reibungskoeffizienten aufweisen müssen.
Zur Beurteilung der Verschleißbeständigkeit der entwickelten Verbundwerkstoffe wurden die Abhängigkeiten des Reibungskoeffizienten von der spezifischen Belastung und des linearen Trockenreibverschleißes mit den in Kapitel 2.4.2 beschriebenen Methoden ermittelt. Die Versuchsergebnisse sind in den Bildern 4.4-4.6 dargestellt.
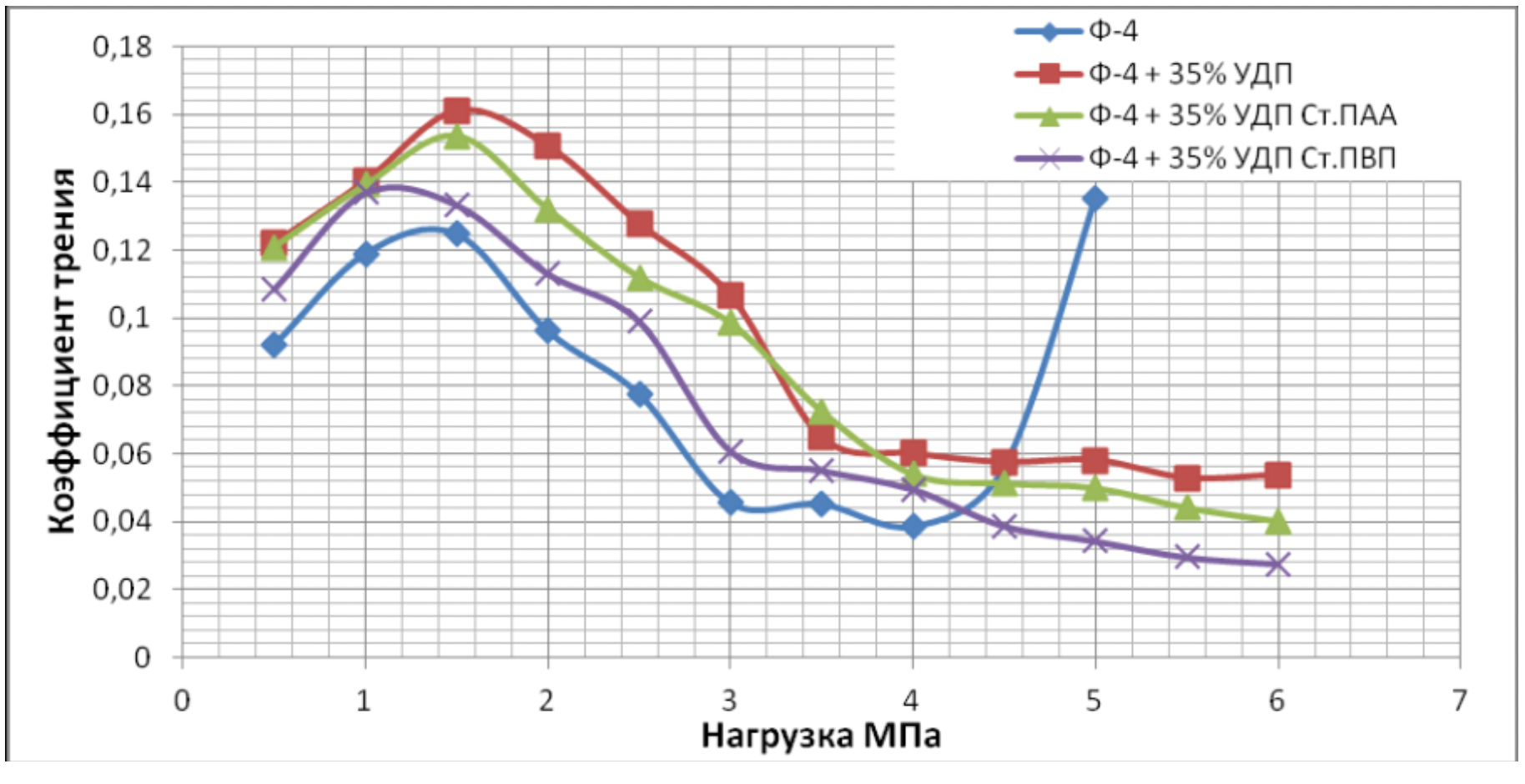
Bild 4.4 – Abhängigkeit des Reibungskoeffizienten von der Trockenlast
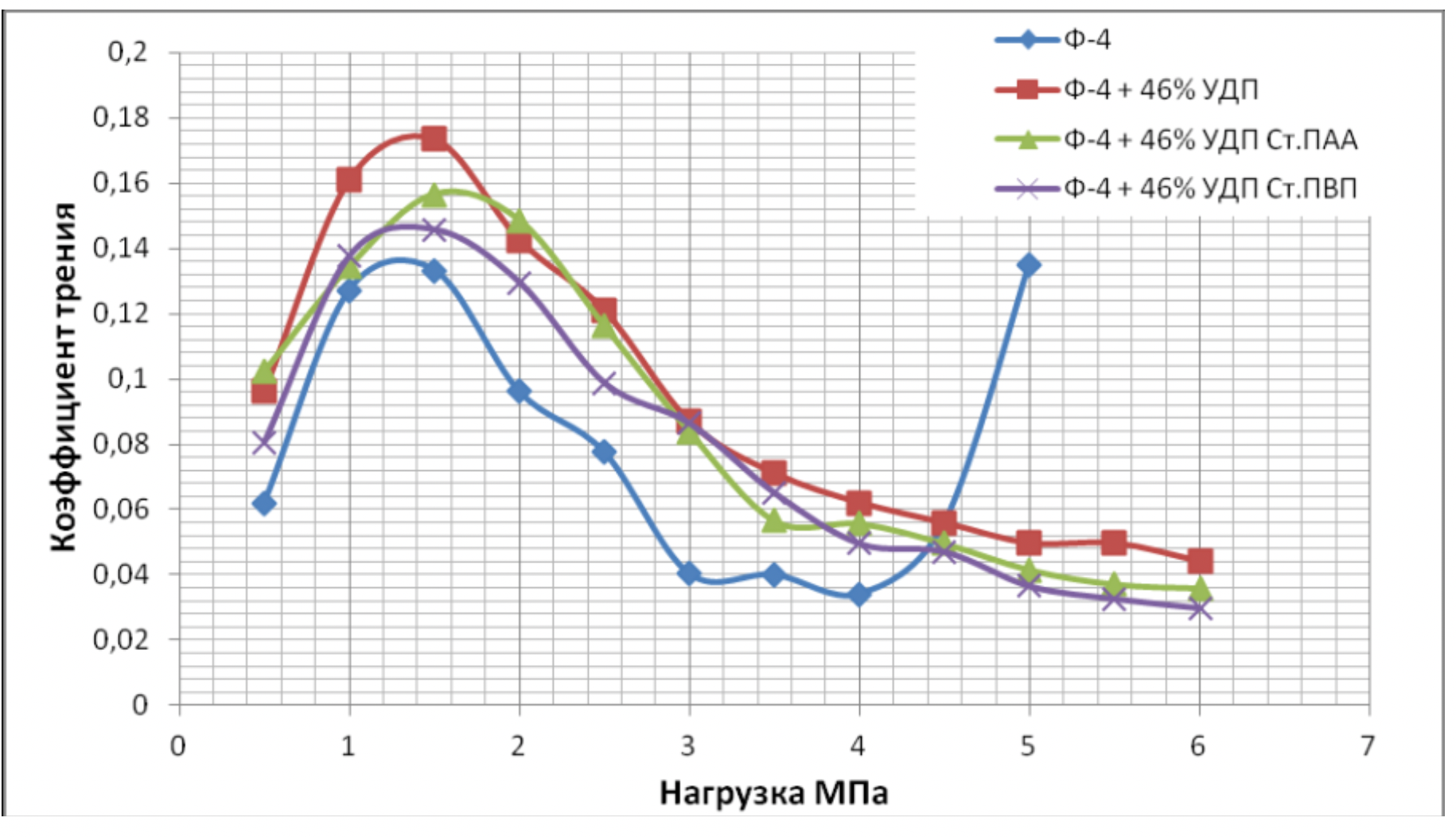
Abbildung 45 – Abhängigkeit des Reibungskoeffizienten von der Trockenlast
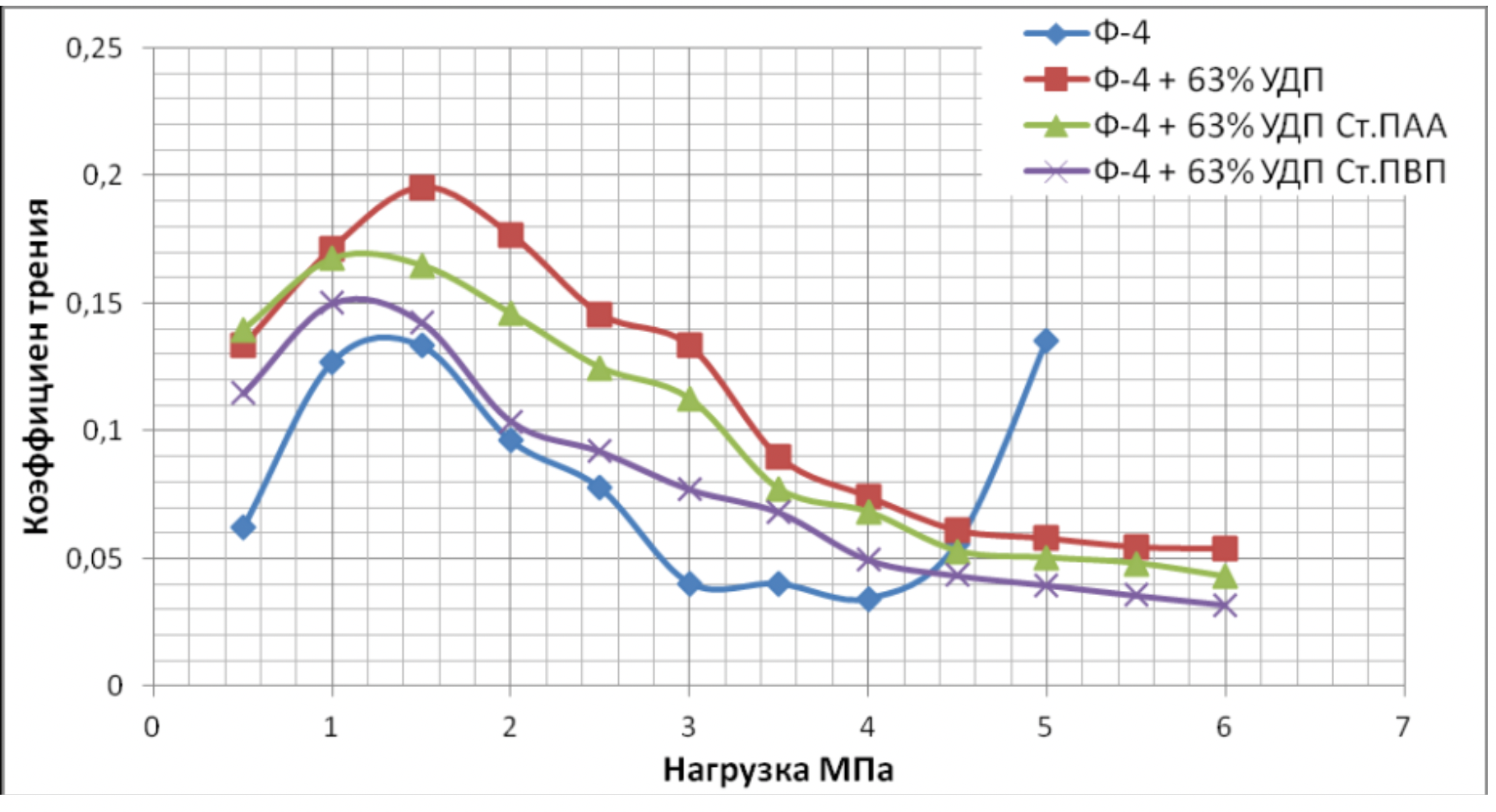
Bild 4.6 – Abhängigkeit des Reibungskoeffizienten von der Trockenlast
Die Analyse der erhaltenen Daten zeigt, dass die Einführung von ultradispersen Kupferpulvern in die Fluorkunststoffmatrix eine unbedeutende Erhöhung des Reibungskoeffizienten bei niedrigen Belastungen fördert, mit der Erhöhung der Belastung sinkt der Reibungskoeffizient.
Die Nutzlasten des entwickelten Verbundwerkstoffs steigen um mehr als 30%.
Die Einführung von ultradispersen Kupferpulvern, die durch wasserlösliche Polymere stabilisiert sind, helfen selbst bei einer kleinen Füllung, den Reibungskoeffizienten zu verringern und die Arbeitsbelastung von Verbundwerkstoffen in Bezug auf das relativ reine Polymer um 30 bis 50 % zu erhöhen, und bei Verbundwerkstoffen, die unstabilisierte ultradisperse Kupferpulver enthalten, um etwa 10 bis 15 %.
Es wurden auch Tests zur CM-Reibung in Öl durchgeführt.
Die Ergebnisse der Tests sind in Abbildung 4.7 – 4.9 dargestellt.
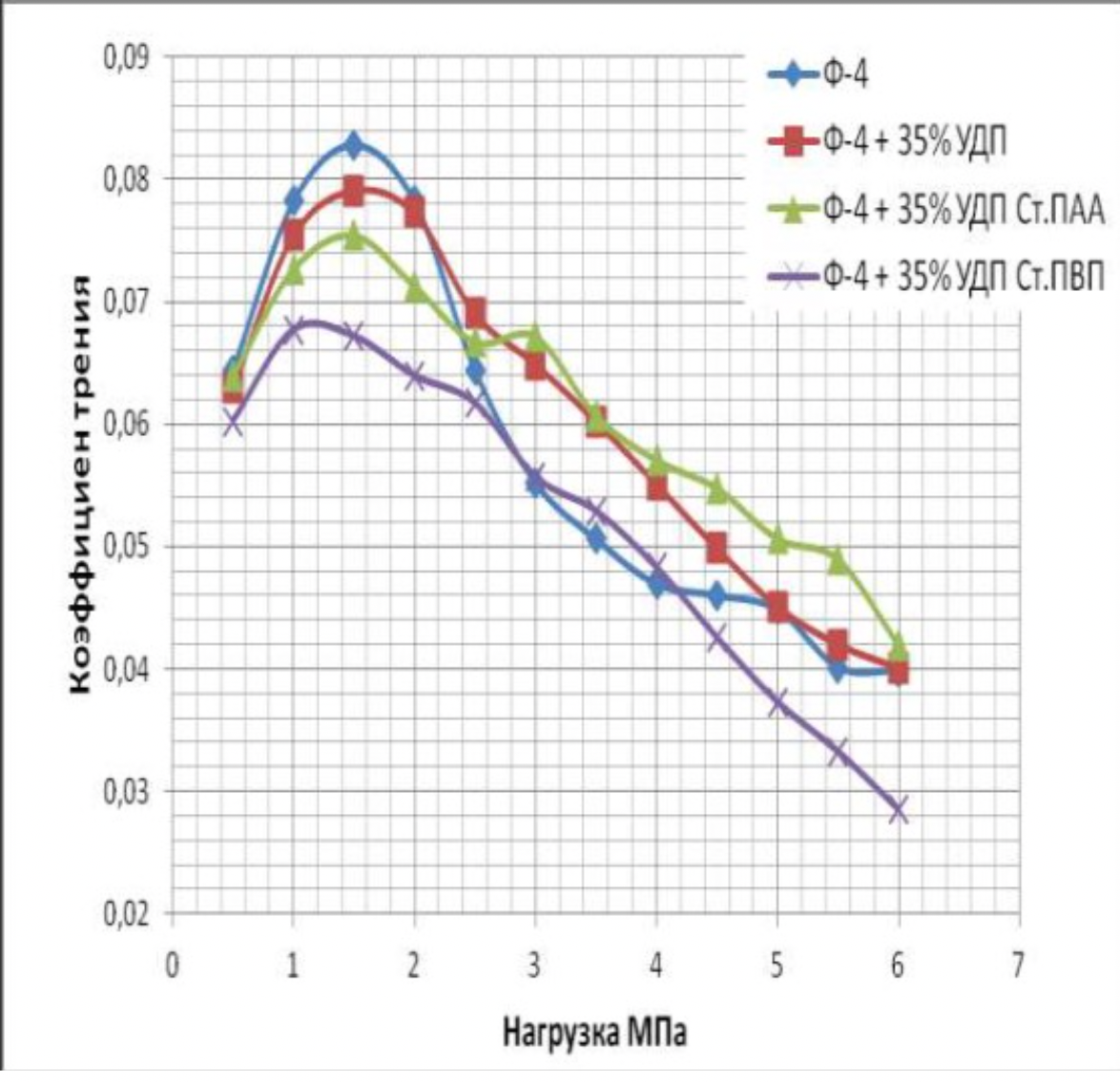
Abbildung 4.7 – Abhängigkeit des Reibungskoeffizienten von der Belastung in Öl MS-20
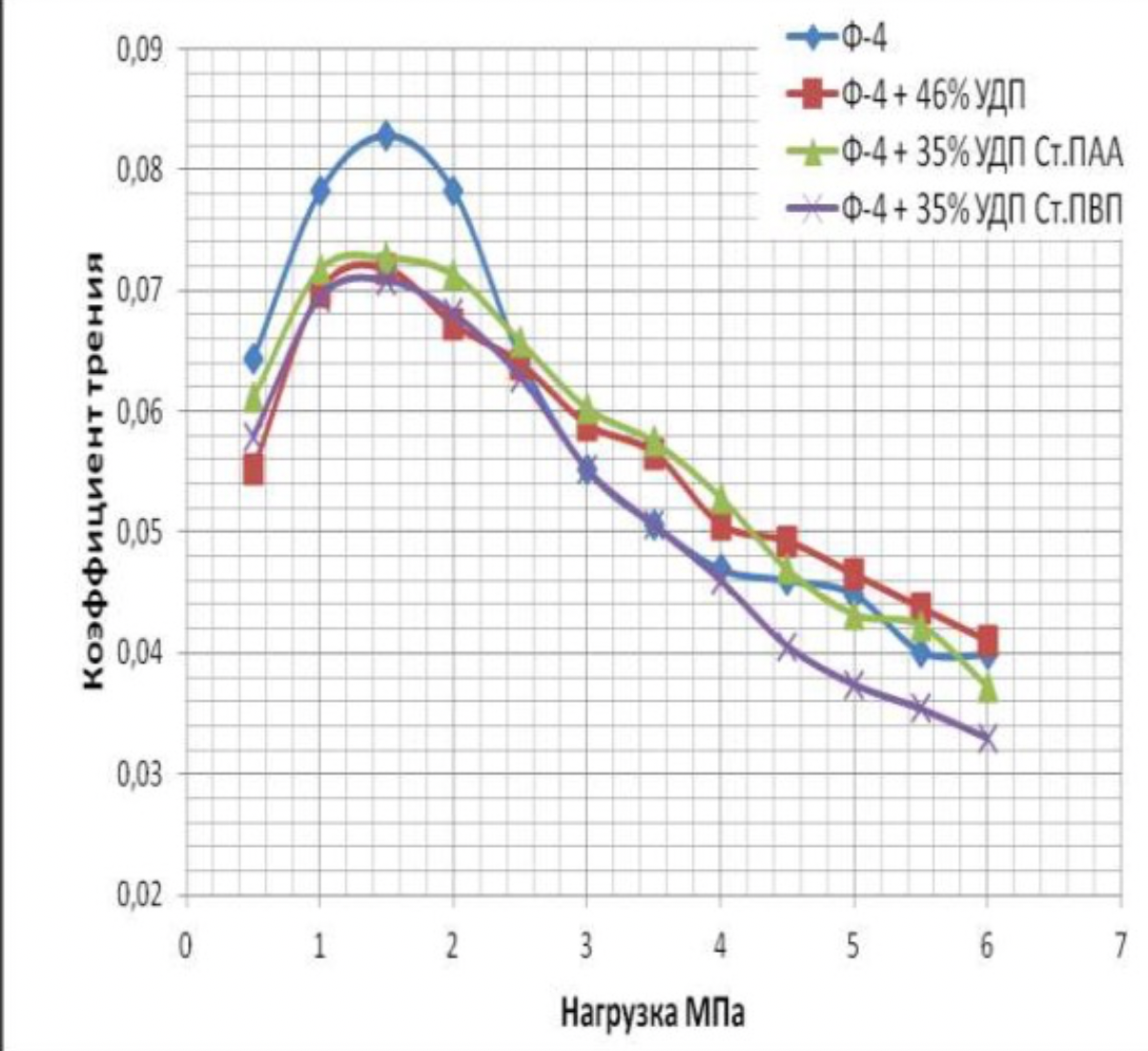
Abbildung 4.8 – Abhängigkeit des Reibungskoeffizienten von der Belastung in Öl MS-20
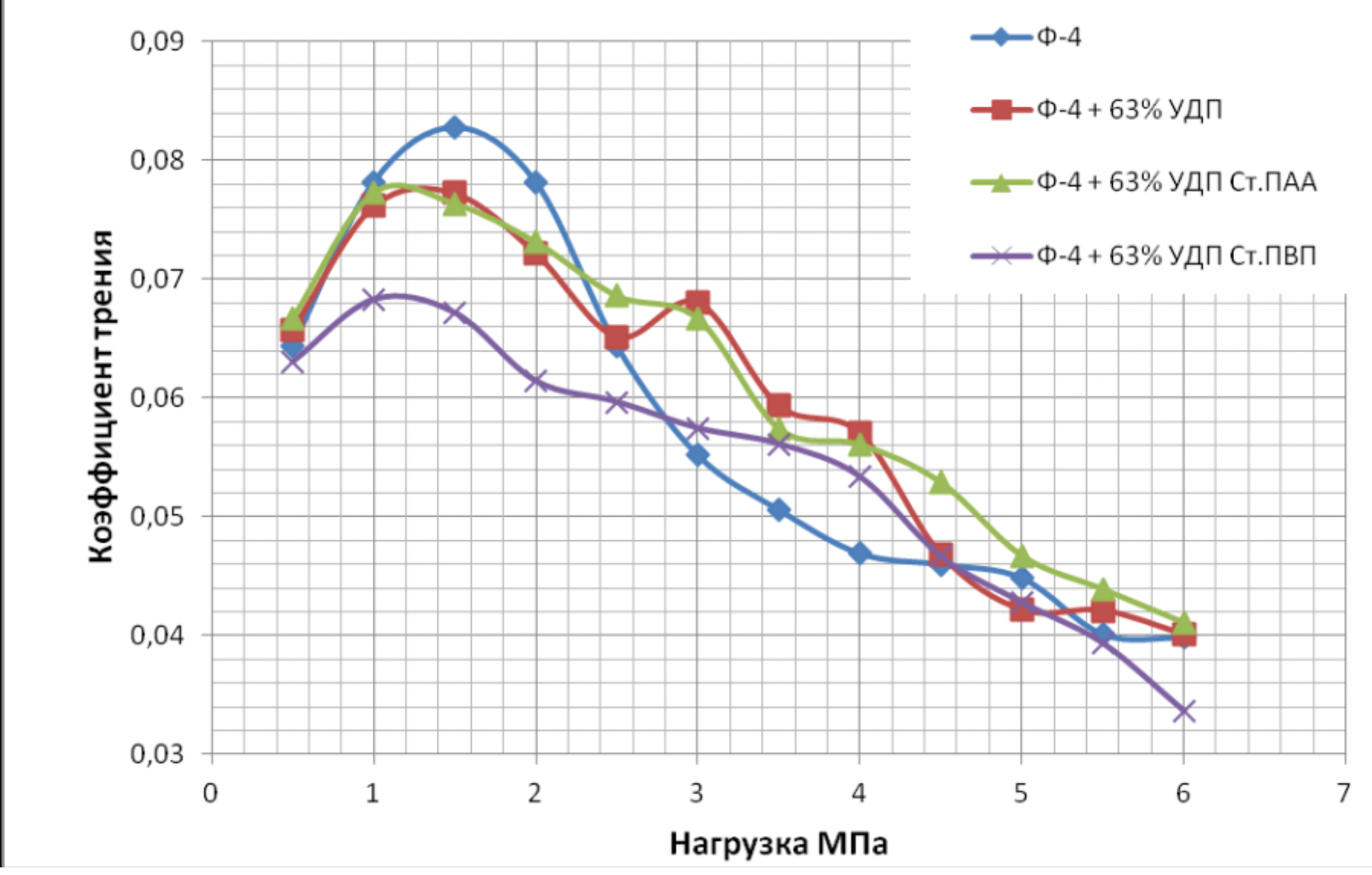
Abbildung 4.9 – Abhängigkeit des Reibungskoeffizienten von der Belastung in Öl MS-20
Es ist zu beachten, dass bei der Reibung im Öl die Reibungskoeffizienten im Vergleich zur Reibung im Trockenen viel niedriger sind, zusätzlich zur Schmierwirkung sorgt das Öl für eine thermische Regulierung der Proben.
Wenn hohe Belastungen erreicht werden, kann Öl aus der Reibungszone herausgedrückt werden, was den Reibungskoeffizienten und den Verschleiß zu erhöhen droht. Daher sollten bei Metall-Polymer-Verbundwerkstoffen die empfohlenen dauerhaften Betriebslasten 5,5-6 MPa nicht überschreiten, wobei jedoch kurzfristige Belastungen 12-14 MPa erreichen können.
Eines der Ziele bei der Einführung der untersuchten Zusatzstoffe ist erhöhte Widerstandsfähigkeit gegen Verschleiß.
Daten zum Einfluss eingeführter ultradisperser Kupferpulver auf Gewicht und linearen Verschleiß werden in Form von Diagrammen dargestellt (Abbildungen 4.10-4.11). Die Verschleißbeständigkeit wurde paarweise mit Stahl (Stahl 45) bestimmt, Testzeiten von 1, 2 und 4 h bei 4 MPa Reibungs-Trockenlast nach der in Kapitel 2.2 beschriebenen Methode.
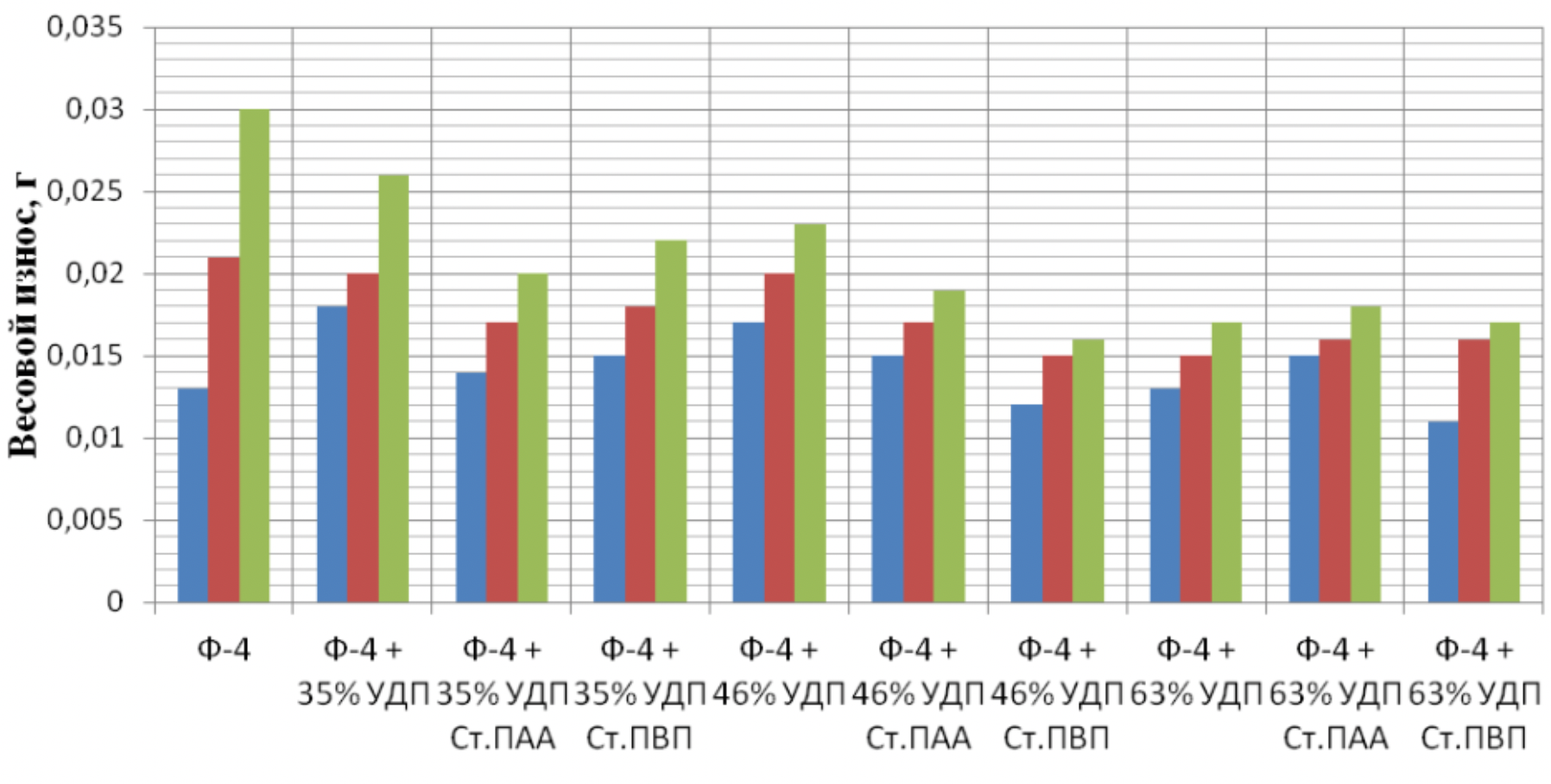
Abbildung 4.10 – Abhängigkeit des Gewichtsverschleißes von Verbundwerkstoffen von den additiven Inputs bei Pd= 4,0 MPa für 1, 2 und 4 Stunden
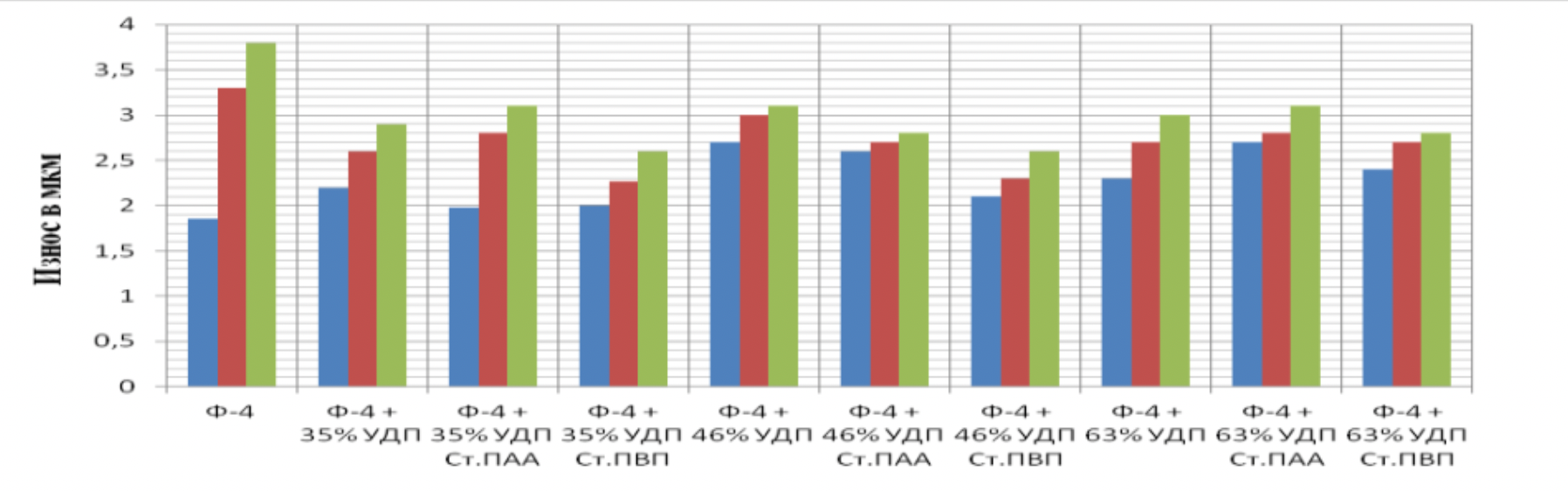
Abbildung 4.11 – Abhängigkeit des linearen Verschleißes von Verbundwerkstoffen von additiven Eingängen bei Pd = 4,0 MPa für 1, 2 und 4 Stunden
Der erhöhte Verschleiß in der Anfangsphase ist auf Unregelmäßigkeiten sowohl auf der Probe als auch auf der Oberfläche des Gegenkörpers zurückzuführen, die wiederum zu einem hohen Verschleiß in der Anfangsphase des Tests führen, aber der Verschleiß wird nach dem Ausgleich der Unregelmäßigkeiten merklich reduziert. Dies geschieht, wenn sich unter dem Einfluss hoher Drücke und Temperaturen Zersetzungsprodukte und Füllstoffpartikel von der Probenoberfläche zur Gegenfläche bewegen und dabei perfekt angepasste Ebenen bilden und es gibt eine gleichmäßige Verteilung der spezifischen Lasten über die gesamte Oberfläche der Reibkörper, was sowohl die Verringerung des Reibungskoeffizienten als auch den Verschleiß erklärt. Die Abbildungen 4.12 und 4.13 zeigen die Probenoberflächen vor und nach Tests an einer Reibungsmaschine, die Studie wurde an einem Rastersondenmikroskop SolverHV durchgeführt.
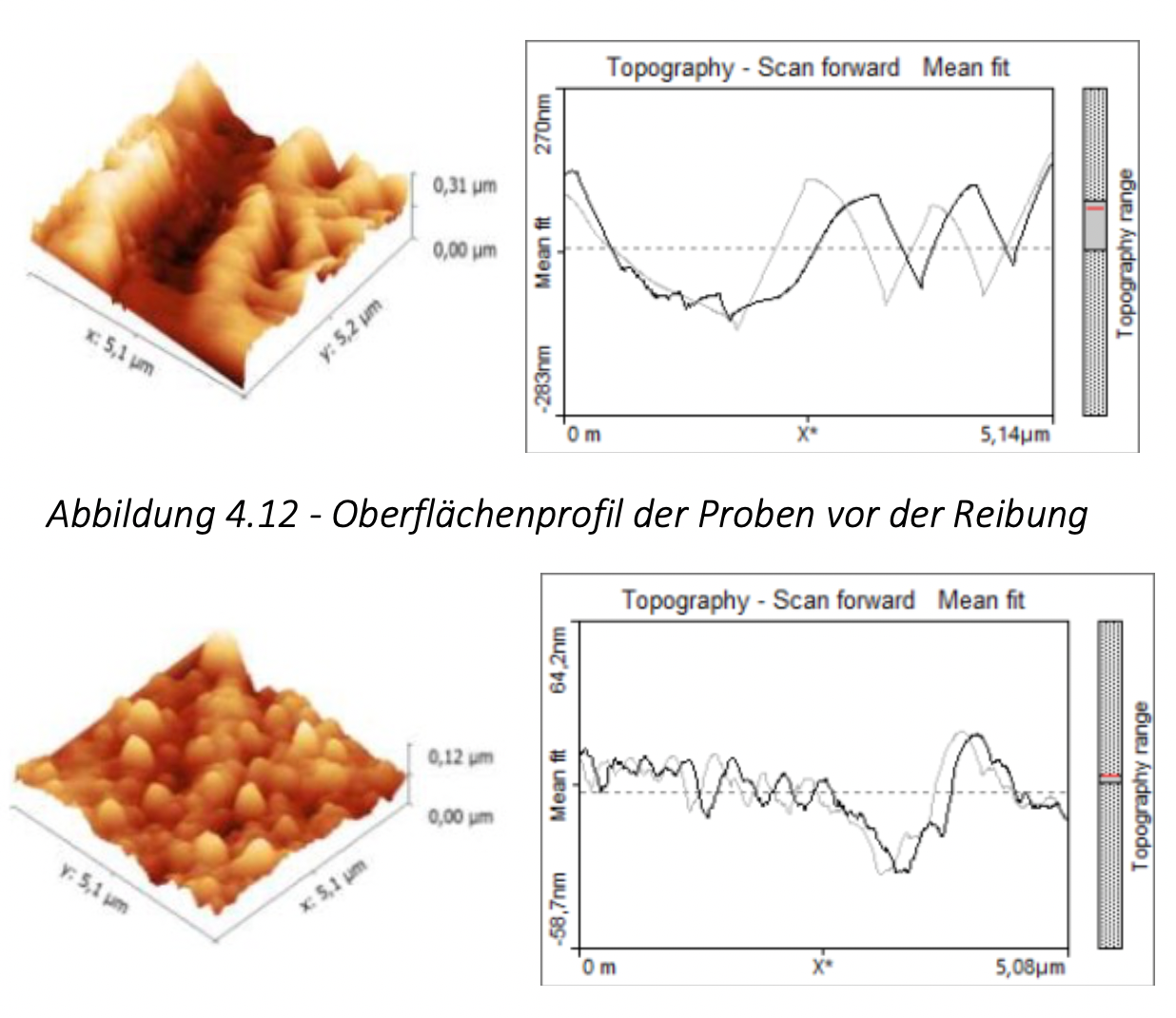
Bild 4.13 – Oberflächenprofil der Proben nach der Reibung
Wie aus Abbildung 4.12 ersichtlich ist, beträgt im untersuchten Abschnitt die Abweichung des Oberflächenprofils vor den Tests von der Mittellinie etwa 0,3-0,35 µm.
Die Daten der Oberflächenstudie nach der Reibung werden vorgestellt in Abbildung 4.13.
Auf der Reibungsoberfläche wurden die meisten Unregelmäßigkeiten geglättet oder mit Partikeln gefüllt, die durch den Verschleiß von Verbundwerkstoffen oder des Gegenkörpers entstanden sind, die Abweichung von der Mittellinie beträgt 0,08-0,12 µm.
Dies reduziert auch den Verschleiß und die Reibungskoeffizienten nach der Oberflächenbehandlung.
4.1.5 Untersuchung der Struktur von Verbundwerkstoffen
Eines der wichtigsten Verfahren bei der Herstellung von Verbundwerkstoffen ist das Mischen von Komponenten: Je homogener die Zusammensetzung des Materials, desto höher sind seine physikalischen und mechanischen Eigenschaften (Härte, Verschleißfestigkeit).
Beim Mischen der Mischung von Verbundwerkstoffen ist bei unstabilisierten ultradispersen Kupferpulvern aufgrund der Aggregation der Füllstoffpartikel eine hohe Homogenität nahezu unmöglich. Bei der Verwendung von stabilisierte Füllstoffe im Prozess des Rührens die entstandenen Agglomerate werden wieder dispergiert. Es ist auch möglich, dass zwei gegensätzliche Prozesse der Bildung und Zerstörung zu einem bestimmten Zeitpunkt ausgeglichen werden.
In diesem Fall hat es keinen Sinn, weiter zu mischen, da sich die Qualität der Mischung nicht ändert. Studien zufolge wird die größte Homogenität in der Verteilung von stabilisierten Füllstoffpartikeln nach 12-15 Minuten Mischzeit erreicht, während diese Zeit bei unstabilisierten Füllstoffen 40-45 Minuten beträgt, was mindestens das Dreifache ist. Um die Qualität der Mischung zu beurteilen, wurden mikrostrukturelle Untersuchungen an Kompositmaterialien mit verschiedenen Füllstoffen durchgeführt, die durch Kaltpressen mit anschließender Sinterung erhalten wurden (Abbildung 4.14 (a-g)
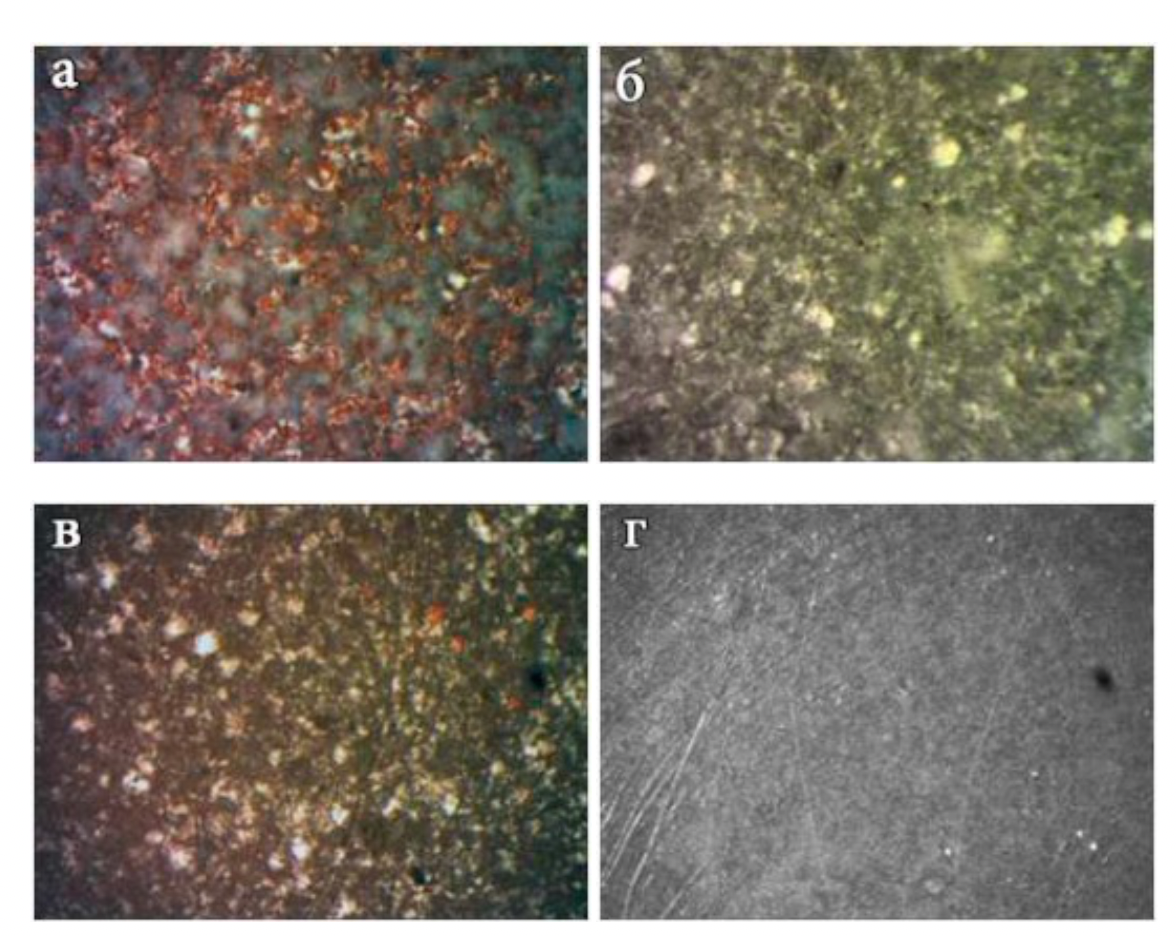
Abbildung 4.14 – Mikrostruktur von Kompositmaterialien mit verschiedenen Füllstoffen bei 250-facher Vergrößerung.
(a) Kupferpulver, das ohne Verwendung von Stabilisatoren gewonnen wurde, mit einer durchschnittlichen Partikelgröße von 1,92 µm;
- b) Kupferpulver, gewonnen ohne die Verwendung von Stabilisatoren mit einer durchschnittlichen Partikelgröße von 1,27 μm;
(c) Kupferpulver, das unter Verwendung von Polyacrylamid und Stabilisatoren mittlerer Teilchengröße gewonnen wird 0,54 µm;
- d) Kupferpulver, das unter Verwendung von Polyvinylpyrrolidon und einer durchschnittlichen Teilchengröße von 0,46 µm erhalten wird. Abbildung 4.14 (a und b) zeigt, dass ein Verbundwerkstoff, der ultradisperse Kupferpulver ohne Stabilisatoren enthält, große Agglomerate bildet, was zu einer ungleichmäßigen Verteilung der Partikel über das gesamte Volumen der Polymermatrix führt und es dem Werkstoff wiederum nicht erlaubt, die den ultradispersen Pulvern innewohnenden Legierungseigenschaften zu realisieren. Abbildung 4.14 (c) zeigt ein Bild eines Verbundmaterials, das ultradispergiertes Kupferpulver als Stabilisator im Prozess der Polyacrylamidherstellung enthält, was seine Fähigkeit zur Agglomeration deutlich verringert,
Im Zuge der Untersuchung der Struktur des mit der Anwendung erhaltenen Verbundmaterials gibt es jedoch noch ungefüllte Bereiche des Polymers, was sich auch auf die Unebenheiten der physikalischen und mechanischen Eigenschaften auswirkt.
Abbildung 4.14 (d) zeigt
ein Bild der Struktur eines Verbundmaterials, das unter Verwendung von ultradisperse Pulver erhalten wurde, abgeleitet aus einer Ammoniaklösung, die Polyvinylpyrrolidon als Partikelstabilisator enthält.
Die Abbildung zeigt, dass der Füllstoff gleichmäßig verteilt ist, es gibt keine Mangel- oder Überschusszonen des Füllstoffs im gesamten Polymervolumen, dies ermöglicht es, das Potenzial ultradisperser Pulver als Füllstoff für F-4 zu maximieren.
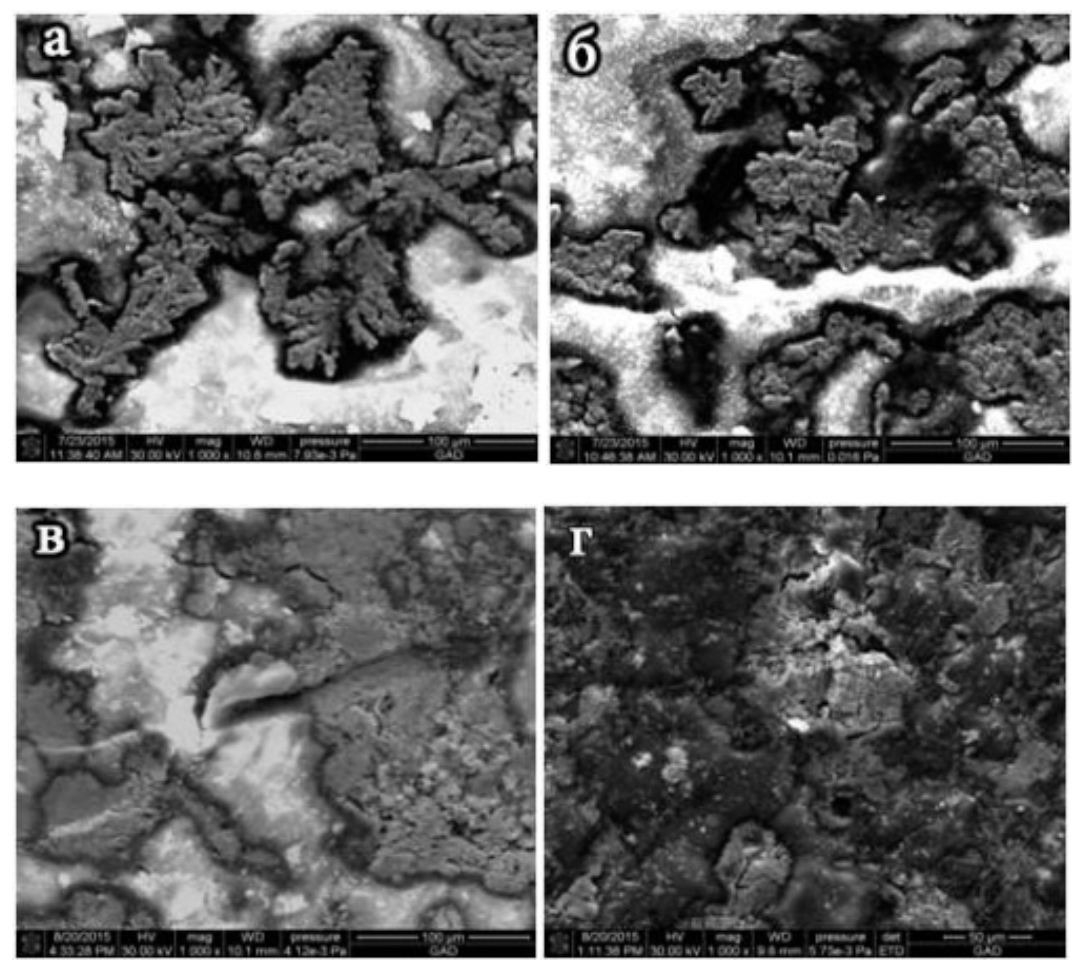
Bild 4.15 – Wechselwirkung zwischen dem Füllstoff und der Metallpolymermatrix
Verbundwerkstoffe auf der Basis von F-4 und UDP-Kupfer:
(a) ohne Stabilisatoren bei Gleichstrom erhalten;
- b) ohne Stabilisatoren erhalten im Pulsmodus;
- c) Verwendung von Polyacrylamiden als Stabilisatoren;
- d) Verwendung von Polyvinylpyrrolidon als Stabilisator.
Bei der Untersuchung des Einflusses stabilisierter ultradisperser Pulver auf die Struktur von Kompositmaterialien stellte sich heraus, dass bei der Verwendung unstabilisierter ultradisperser Pulver keine Wechselwirkung zwischen der Polymermatrix und dem Füllstoff besteht, was erklärt die große Phasengrenze zwischen dem Füllstoff und dem Polymer.
Untersuchungen von F-4-basierten Verbundwerkstoffen mit stabilisierten ultradispersen Kupferpulvern (Abbildung 4.15 g) zeigte, dass nach dem Sintern wird die Grenzflächenzone zwischen dem Polymer und dem Füllstoff reduziert, was das Ergebnis einer hohen Adhäsionswechselwirkung ist und zu verbesserten Materialeigenschaften führt.
Gleichzeitig wird die Reduktion der Interphasenzone sowohl bei mittleren Füllstoffkonzentrationen (40-60 %) als auch bei hochgefüllten Kompositmaterialien (mehr als 60 %) beobachtet.
4.2 Entwicklung von Verbundwerkstoffen unter Verwendung von Polyethylen als Matrix.
In dieser Arbeit wurde neben PTFE-4 auch Polyethylen-277 als Polymermatrix für die Entwicklung von Verbundwerkstoffen verwendet und Füllstoffe waren auch ultradisperse Kupferpulver, die unter Verwendung verschiedener wasserlöslicher Polymere als Stabilisatoren hergestellt wurden.
Im Laufe der Forschung wurde eine Reihe von Kompositionen entwickelt, deren optimale Zusammensetzungen in Tabelle 4.7 angegeben sind.
Tabelle 4.7 – Zusammensetzung und Eigenschaften der untersuchten Kompositionen
|
Nummer der Komposition
|
Inhalt der Komponente, Masse, %
|
|||
| Polyethylen 277
|
Ohne Stabilisatoren gewonnenes Pulver
|
Durch Zusatz von Polyacrylamid gewonnenes Pulver
|
Durch Zusatz von Polyvinylpyrrolidon gewonnenes Pulver
|
|
| 1 | 100 | |||
| 2 | 90 | 10 | ||
| 3 | 90 | 10 | ||
| 4 | 90 | 10 | ||
| 5 | 80 | 20 | ||
| 6 | 80 | 20 | ||
| 7 | 80 | 20 | ||
| 8 | 70 | 30 | ||
| 9 | 70 | 30 | ||
| 10 | 70 | 30 | ||
4.2.1 Antifriktions- und verschleißfeste Eigenschaften von Verbundwerkstoffen
In diesem Bericht wird zum Zweck der Leistungsbewertung der entwickelten Verbundwerkstoffe wurden die Abhängigkeiten der Reibungskoeffizienten vom Wert der spezifischen Belastung ermittelt, sowie linearer Verschleiß durch trockene Reibung.Die Ergebnisse der Reibungskoeffizienten-Tests sind angegeben auf Abbildungen 4.16-4.19.
Abbildung 4.16 –
Abhängigkeit des Reibungskoeffizienten im Trockenen
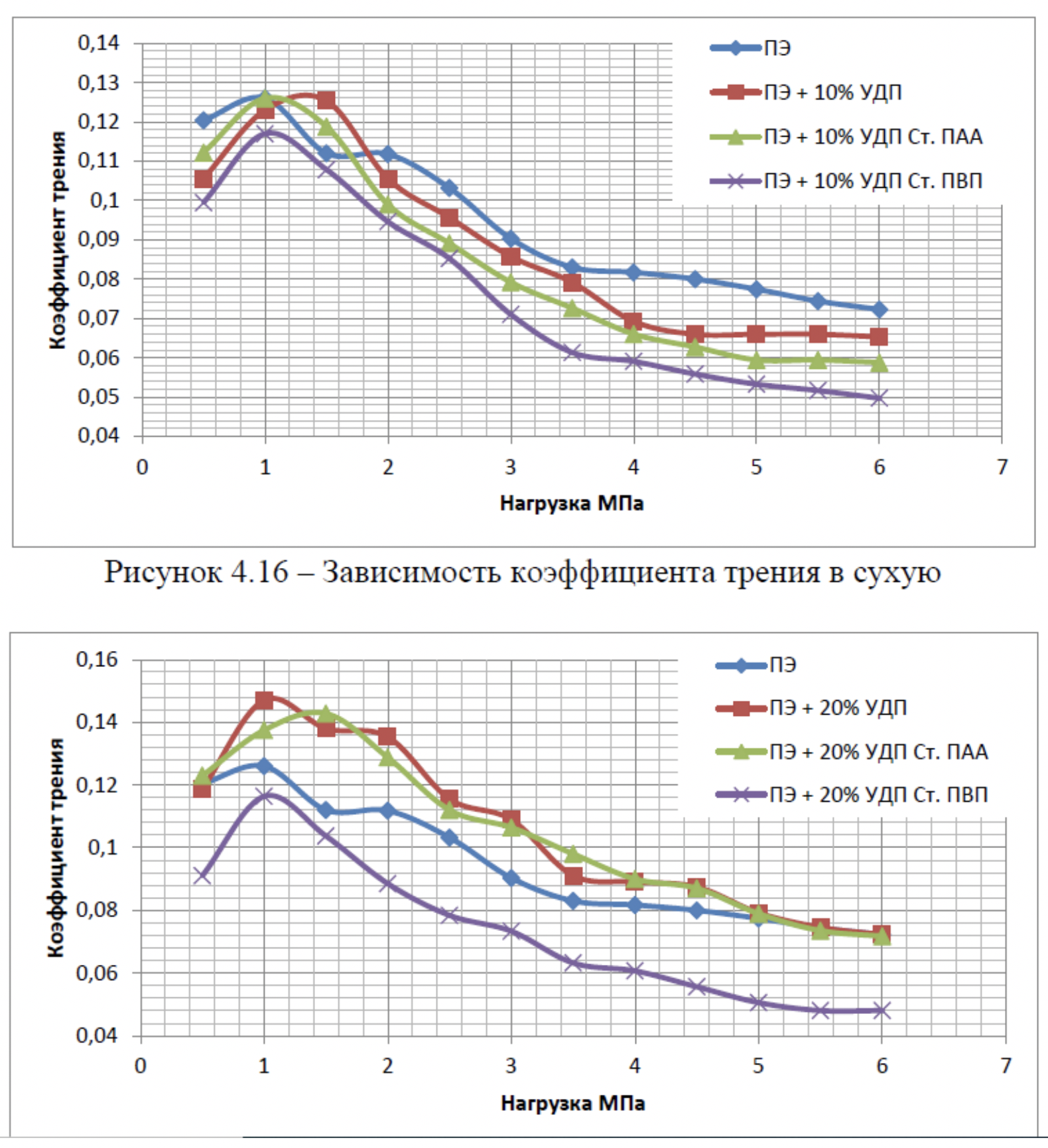
Abbildung 4.17 –
Abhängigkeit des Reibungskoeffizienten im Trockenen
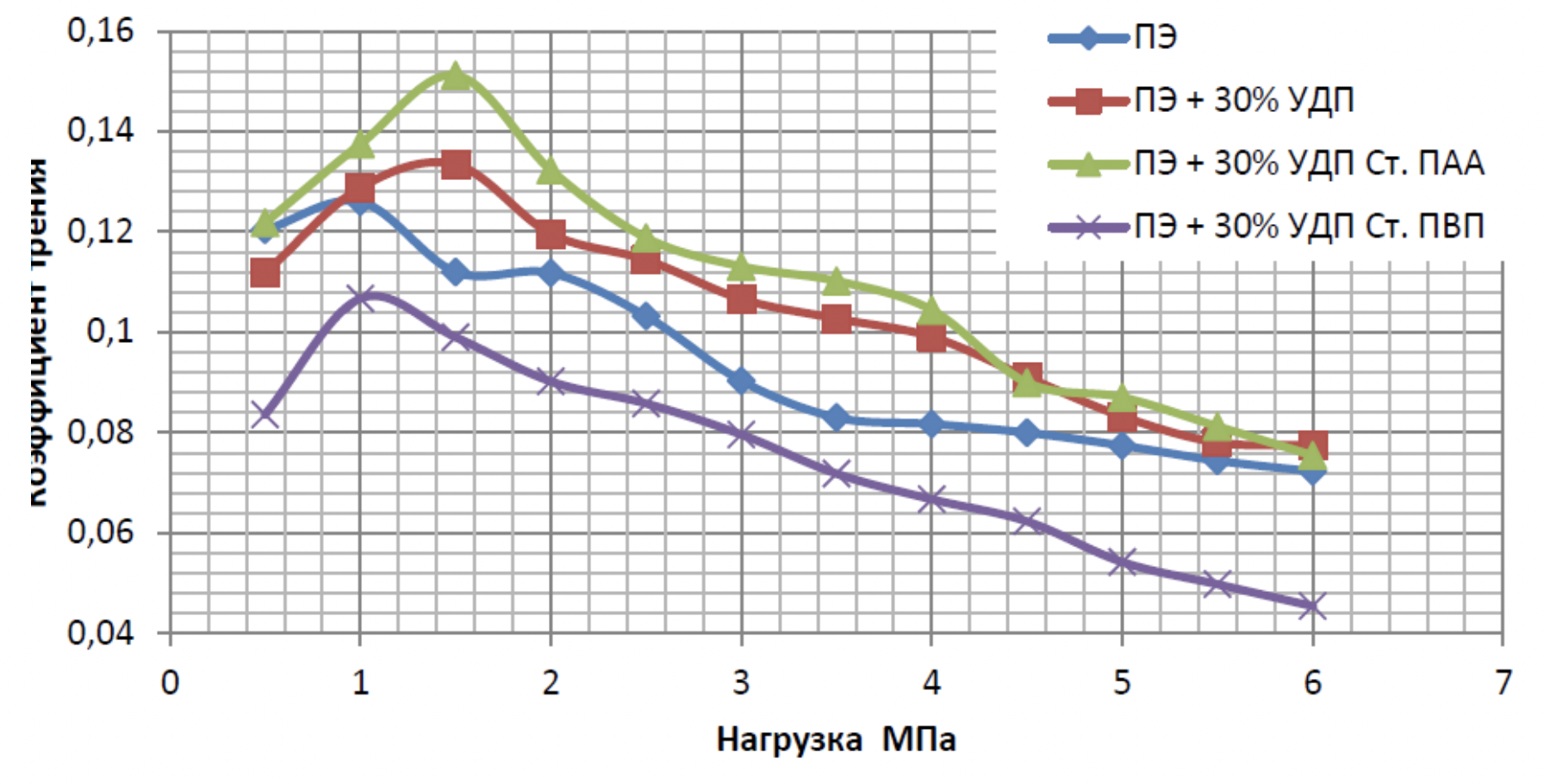
Bild 4.18 – Abhängigkeit des Reibungskoeffizienten bei trockenen Bedingungen
Die Analyse der gewonnenen Daten zeigt, dass die Einführung von Polyethylen als
Füllstoff aus ultradisperse Kupferpulver, das mit wasserlöslichen Polymeren aus Polyacrylamid und Polyvinylpyrrolidon stabilisiert ist, hilft, den Reibungskoeffizienten zu reduzieren, und als Folge davon hängt die Verschleißfestigkeit des resultierenden Verbundmaterials.
Zuverlässigkeit und Haltbarkeit von Teilen aus entwickelten Verbundwerkstoffen werden weitgehend durch die Größe des Gewichts bestimmt und linear Abnutzung und Verschleiß.
Die Definition des linearen Verschleißes ist in der folgenden Abbildung dargestellt 4.19
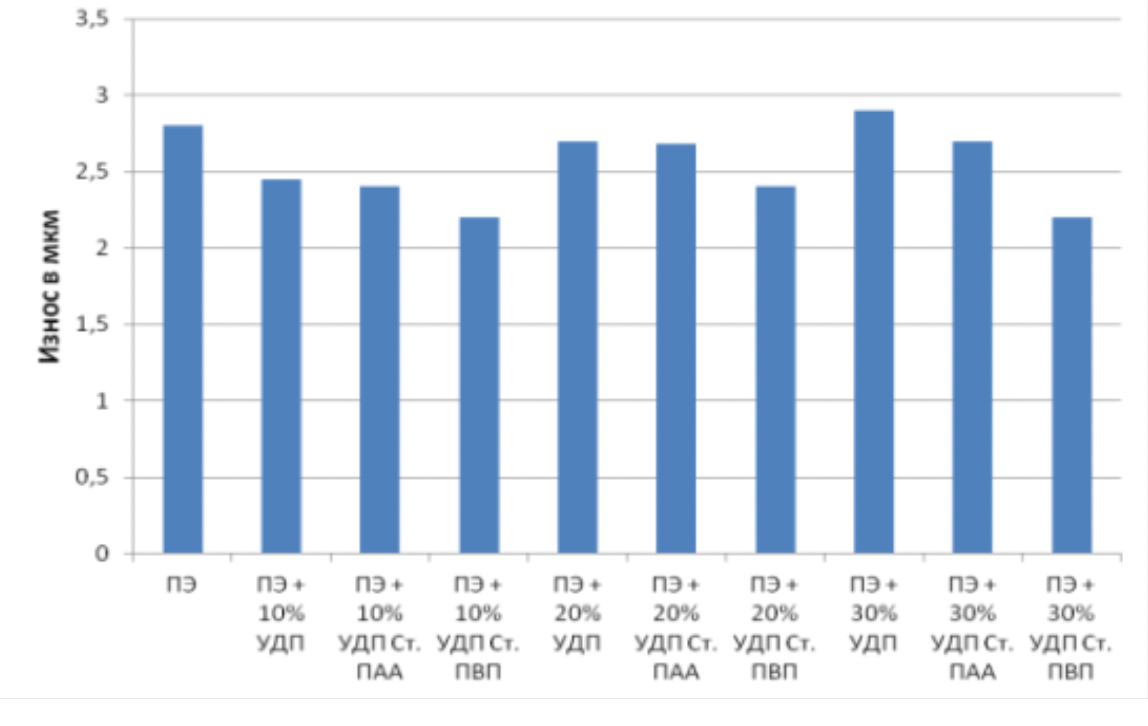
Abbildung 4.19 – Lineare Verschleißabhängigkeit von Zusatzstoffen
Wie aus den präsentierten Daten hervorgeht, ist die Einführung in die Komposition des Liede stabilisiertes Polyvinylpyrrolidon-Kupfer-Pulver reduziert die Linearität und den Verschleiß im Vergleich zu Verbundwerkstoffen, die unstabilisierte ultradisperse Pulver enthalten anfällig für Agglomerationen. So können die entwickelten Verbundwerkstoffe für Teile verwendet werden, die in Reibungseinheiten ohne Schmiermittel oder Feuchtigkeit in der Reibungszone arbeiten. Der bestimmende Einfluss auf die physikalischen und mechanischen Eigenschaften dieser Materialien hat eine Interphasenwechselwirkung in den Kontaktzonen heterogener Phasen.
4.2.2 Einfluss von ultradispersen Kupferpulvern auf die Härte von Verbundwerkstoffen
Die Wirkung von in die Zusammensetzungen eingebrachten Additiven auf die Härte der daraus gewonnenen Proben wurde untersucht.
Die Studie wurde auf dem AS-111-Gerät gemäß der in Kapitel 2 vorgestellten Methodik durchgeführt. Die Ergebnisse sind in Abbildung 4.20 dargestellt.
Abbildung 4.20 – Brinellhärte-Abhängigkeit der Proben von den eingeführten Additiven
Wie aus Abbildung 4.20 ersichtlich ist, steigt mit der Einführung von ultradispersen Kupferpulvern die Härte des Materials.
Jedoch erhöht die Einführung von Kupferpartikeln, die bei der Einführung in den Elektrolyten als Stabilisator des Polyacrylamids erhalten werden, auch die Härte der erhaltenen Materialien (etwa 1,5-2 %) und unterscheidet sich von dem Material, das bei der Verwendung von ultradispersen Pulvern ohne Stabilisatoren erhalten wird.
Beste Eigenschaften dazu zeigen die Materialien, die mit ultradispersen Pulvern aus stabilisiertem Polyvinylpyrrolidon erhalten wurden. Offensichtlich wird dies durch die gleichmäßige Verteilung der Partikel erreicht. Ultradisperse Pulver im gesamten Polymervolumen, ohne dass Bereiche mit hoher Füllstoffkonzentration oder einem Mangel entstehen, wie dies bei unstabilisierten ultradispersen Pulvern der Fall ist.
4.2.3 Einfluss von ultradispersen Kupferpulvern auf die Festigkeit von Verbundwerkstoffen
Der Einfluss von ultradispersen Kupferpulvern auf den Druckwiderstand des entwickelten Verbundwerkstoffs wurde untersucht.
Die Ergebnisse der Untersuchung sind in Tabelle 4.8 dargestellt.
Tabelle 4.8 – Festigkeitseigenschaften von Verbundwerkstoffenlvern der Fall ist.
|
Nr. Probe
|
Druckfestigkeit, Kgs/cm2 | |
| Verformung 5% | Zerstörung | |
| 1 | 125 | 131 |
| 2 | 140 | 152 |
| 3 | 147 | 155 |
| 4 | 156 | 164 |
| 5 | 164 | 171 |
| 6 | 170 | 183 |
| 7 | 189 | 202 |
| 8 | 183 | 198 |
| 9 | 186 | 205 |
| 10 | 203 | 226 |
Wie aus der Tabelle ersichtlich ist, hat der Einfluss eines Füllstoffs mit einer verzweigten dendritischen Nanostruktur auch bei geringer Füllung einen hohen Einfluss auf die Festigkeit des Materials.
Studien zeigen jedoch, dass die Einführung von ultradispersem Kupferpulver, das mit einer Polymerhülle aus Polyvinylpyrrhoiden stabilisiert wird, aufgrund der Wechselwirkung auf molekularer Ebene und der Bildung von Bindungen mit der Oberfläche des ultradispersen Kupferpulvers zu den physikalischen und mechanischen Eigenschaften von Verbundwerkstoffen beiträgt.
4.2.4 Untersuchung der Oberflächenschichtstruktur
Im Rahmen der Arbeit wurde die Struktur der Oberflächenschicht des Verbundwerkstoffs sowie die Oberfläche des Materials und des Gegenkörpers vor und nach den Reibungsversuchen untersucht.
Die Ergebnisse der Forschung ermöglichten es, die Verringerung der Reibungskoeffizienten und die hohe Verschleißintensität in den ersten Stunden des Tests zu erklären.
Die Abnahme des Reibungskoeffizienten mit zunehmender Last erklärt sich durch die Tatsache, dass aufgrund der Unebenheit des Materials die Zone des tatsächlichen Materialkontaktes von der theoretischen Zone um mehrere Größenordnungen abweicht. Als Folge davon entstehen an den Peaks ultrahohe Drücke und Temperaturen, die sich negativ auf den Reibungskoeffizienten des Verbundmaterials auswirken. Mit zunehmender Belastung werden die Spitzen der Unebenheiten auf dem Material geglättet, die Kontaktfläche der Materialien vergrößert sich, der Druck wird gleichmäßig über die gesamte Oberfläche verteilt, die Temperatur stabilisiert sich, was zu einer Verringerung des Reibungskoeffizienten führt.
Abbildung 4.21 zeigt Fotos der Oberfläche von Verbundmaterialien auf der Basis von PE-277 vor und nach der Reibung bei 400-facher Vergrößerung.
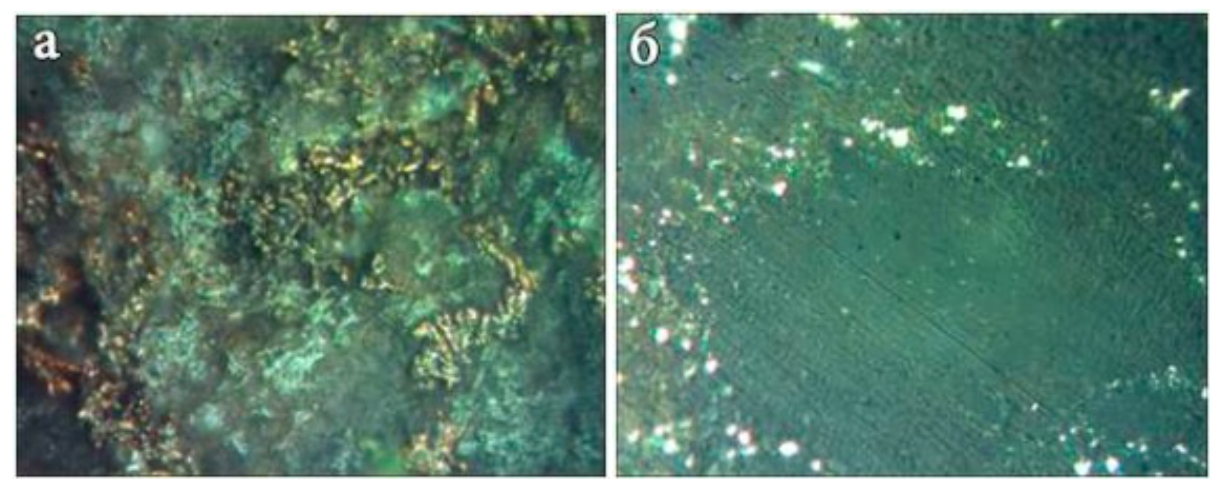
Abbildung 4.21 – Materialoberfläche:
- a) vor der Reibung;
- b) nach der Reibung
Auf der Oberfläche der Probe befinden sich Kupferpartikel, die sich durch Reibung auf den Gegenkörper übertragen haben.
(Abbildung 4.22).
Die Oberfläche wurde geglättet, und die Verschleißprodukte füllten die Unregelmäßigkeiten aus. Auf der Grundlage dieser Daten lässt sich auch in diesem Fall der Rückgang des Reibungskoeffizienten erklären.
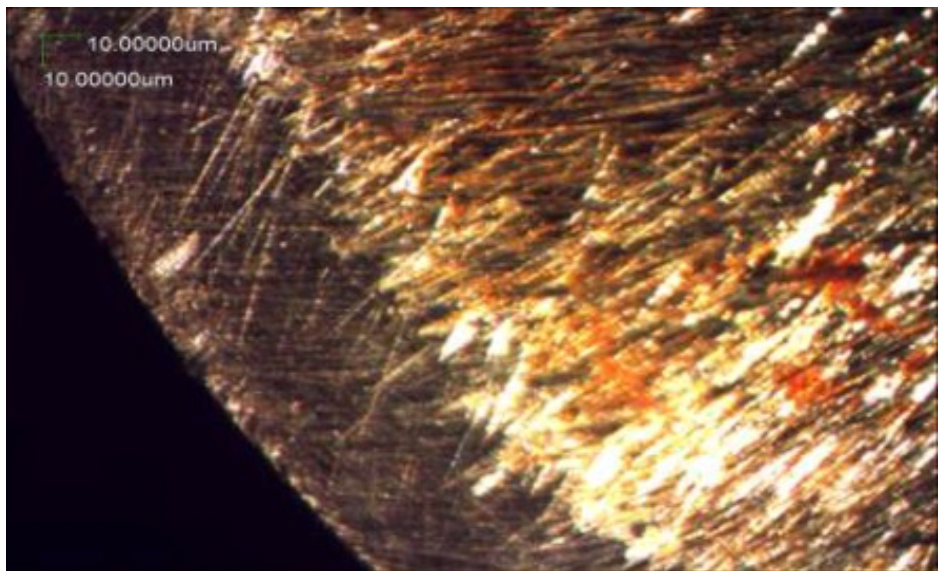
Abbildung 4.22 – Gegenkörperoberfläche nach der Reibung
Untersuchungen der Gegenkörperoberfläche, die mit dem energiedispersiven Röntgenfluoreszenzspektrometer durchgeführt wurden, haben gezeigt, dass sich nach der Reibung an seiner Oberfläche ein dünner Kupferfilm bildet, der an der selektiven Übertragung beteiligt ist und zur Verbesserung der tribotechnischen Eigenschaften beiträgt.
Nach den Reibungstests wurde eine Elementanalyse der Gegenkörperoberfläche durchgeführt, deren Ergebnisse in Abbildung 4.23 dargestellt sind.
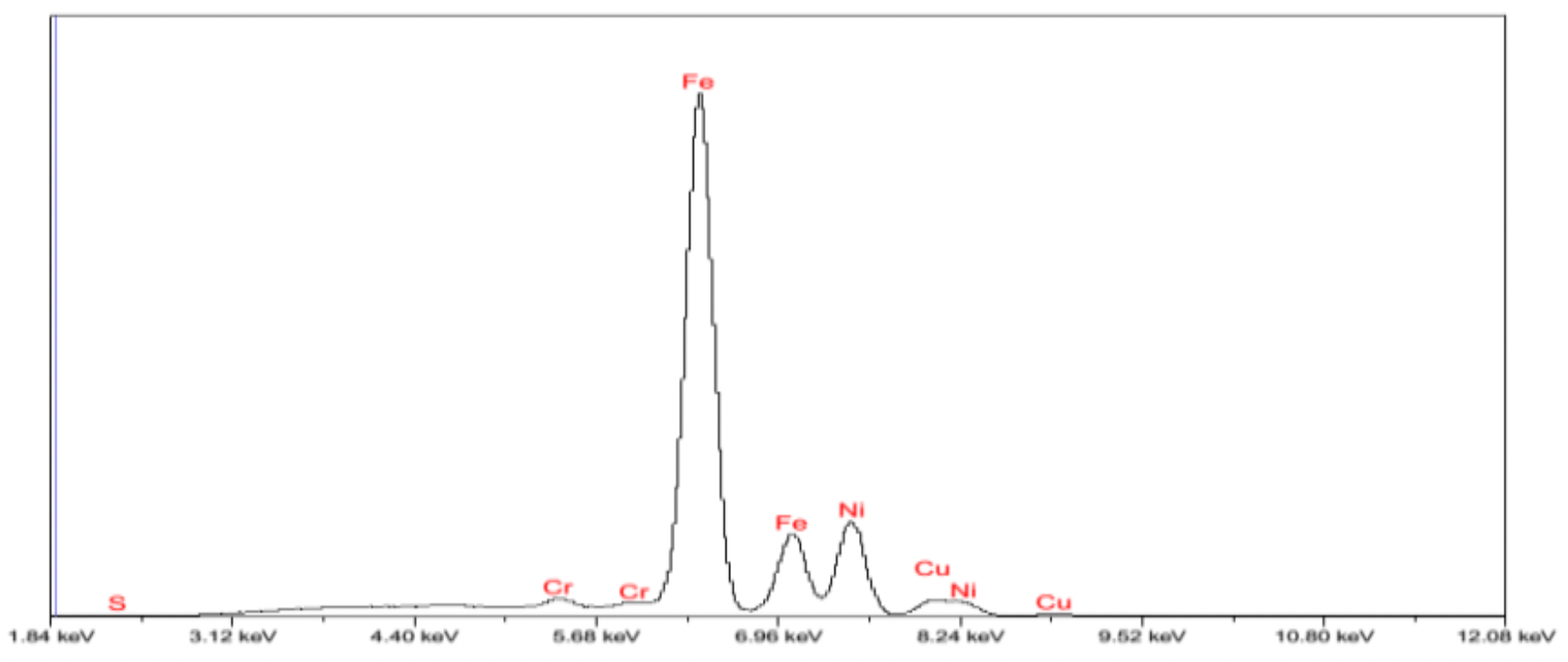
Abbildung 4.23 – Elementaranalyse der Gegenkörperoberfläche
Die in den Abbildungen 4.21-4.23 dargestellten Daten zeigen, dass das Reibpaar Metall-Polymer-Zusammensetzung-Stahl das Phänomen der Verschleißlosigkeit aufweisen kann, und zwar aufgrund der Bildung eines Servo-Wittelfilms. * (lat. servo-witte)
Der Mechanismus der Bildung des Servo-Wittefilms hängt vom Schmiermittel, den beteiligten Materialien und den Reibungsbedingungen ab.
Der bei der Reibung gebildete Metallfilm wird als „Servowicklung“ bezeichnet.
Der Mechanismus der Bildung eines Servo-Wickelfilms auf Reibungsflächen kann unterschiedlich sein. Da die auf der Oberfläche gebildete Kupferschicht dünner wird, aufgrund seiner Übertragung auf eine Stahloberfläche, kommt es zu einer weiteren Zerstörung der Polymeroberfläche.
Da die auf der Oberfläche gebildete Kupferschicht durch ihre Übertragung auf die Stahloberfläche dünner wird, kommt es zu einer weiteren Zerstörung der Polymeroberfläche. Dieser Prozess wird so lange fortgesetzt, bis eine 0,01 bis 2 Mikrometer dicke Kupferschicht sowohl auf Stahl- als auch auf Polymeroberflächen gebildet wird.
Sobald der Kupferfilm die Polymer- und Stahloberflächen beschichtet hat, können die Kupfermoleküle nicht mehr aus dem Polymer ausbrechen, der Prozess der Polymerzerstörung wird gestoppt und ein etabliertes System des selektiven Aufschubs tritt in Kraft. Der Prozess der Bildung eines Servowitte-films auf einer Stahloberfläche ist diskret. Die Kupferpartikel von der Polymeroberfläche werden auf die Oberseite der Unebenheiten der Stahloberfläche des Gegenkörpers übertragen, d.h. die Teile aus Stahl, die in direkten Kontakt mit Kupfer kommen. Dann kommt es zu einem allmählichen „Abrutschen“ des angesammelten Kupfers in den Hohlraum der Unregelmäßigkeiten.
Während der Reibung wird die Oxidschicht auf der Stahloberfläche zerstört (die Oberfläche wird wiederhergestellt), was eine hohe Haftfestigkeit des Kupferfilms an der Stahloberfläche gewährleistet. Als Ergebnis wird letztere mit einem Kupferfilm überzogen, und aus einem Paar Reibungspolymerstahl wird ein Paar Kupfer-Kupfer.
Bei der Analyse der erhaltenen Daten kann man sagen, dass die Einführung ultradisperser Kupferpulver in die Zusammensetzung von Kupfer zur Härte der Proben aus entwickelten Materialien im Vergleich zu reinem Polyethylen beiträgt.
Die Abbildungen 4.22 und 4.23 zeigen die Probenoberflächen vor und nach
Tests auf einer Reibungsmaschine, die Studie wurde auf einem Rastersondenmikroskop SolverHV durchgeführt.
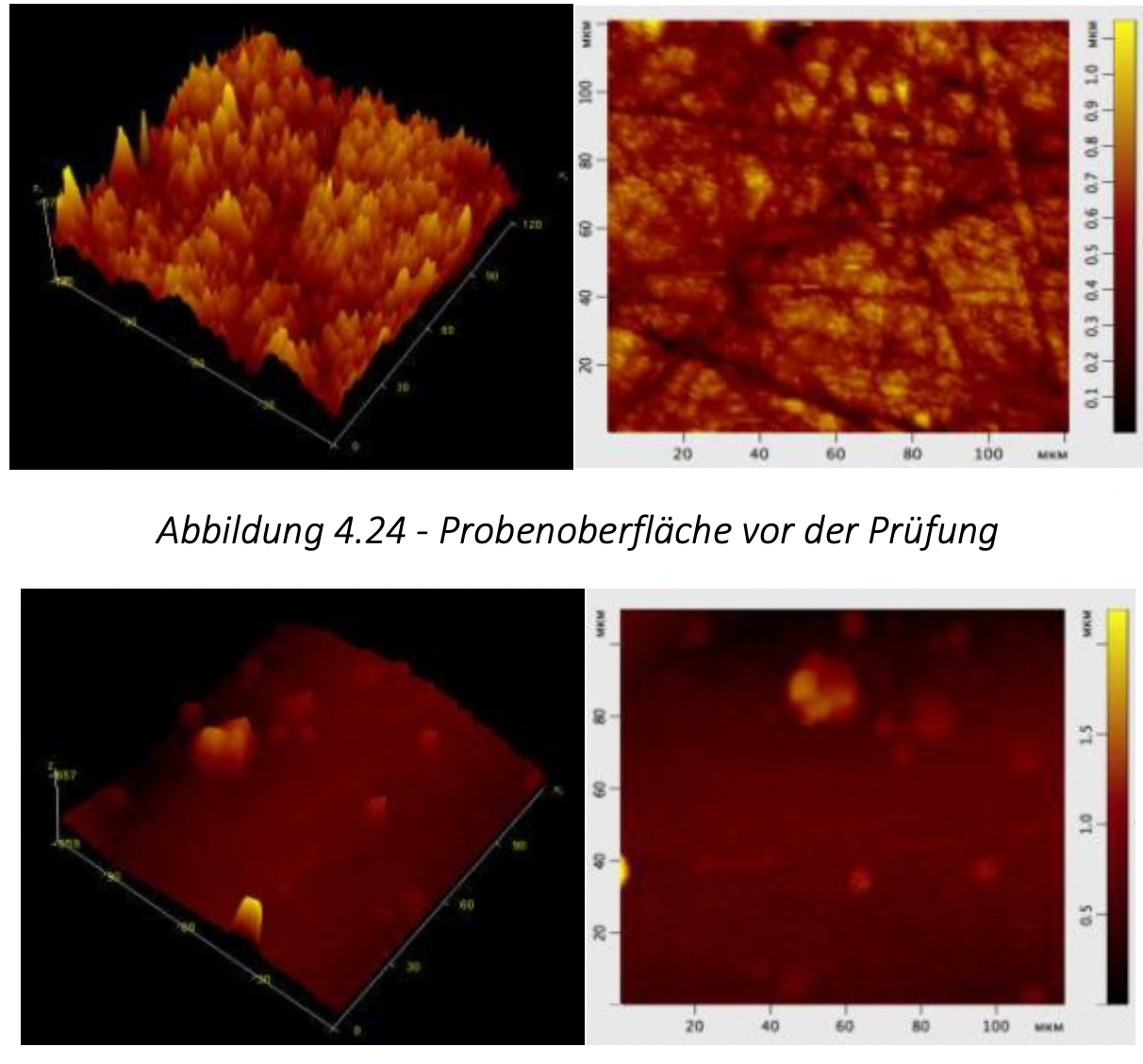
Bild 4.25 – Probenoberfläche nach dem Reibmaschinentest
Wie Sie in Abbildung 4.24 sehen können, die Probenoberfläche eine komplexe Topographie aufweist, die Spitzen von Erhebungen und Senken mit einer Höhe von 0,1 bis 1,1 Mikrometer sind überall auf der Oberfläche zu sehen.
Die Oberfläche der Probe nach dem Reibungsmaschinentest, wie es in Abbildung 4.25 gezeigt wird, weist ein weicheres Relief ohne scharfe Spitzen von Erhebungen oder Vertiefungen auf. Nach Tribo-Tests sind kleine Erhebungen auf der Oberfläche zu sehen, die darauf zurückzuführen sind, dass die an der selektiven Übertragung beteiligten Kupferpartikel begannen, einen Servo-Wickelfilm zu bilden.
4.3 Schlussfolgerungen zu Kapitel 4
Im Rahmen der durchgeführten Untersuchungen der Prozesse zur Gewinnung von Antifriktionskompositmaterialien mit Polymermatrix wurden die Faktoren untersucht, die die Eigenschaften von Kompositmaterialien beeinflussen, und auf der Grundlage der gewonnenen experimentellen Daten wurden folgende Schlussfolgerungen gezogen:
- Das entwickelte mathematische Modell zur Optimierung der Zusammensetzung von Verbundwerkstoffen ermöglicht es, den Einfluss technologischer Parameter auf die physikalischen und mechanischen Eigenschaften von Verbundwerkstoffen zu bestimmen und deren Eigenschaften vorherzusagen.
- Der Einfluss eines Füllstoffs auf die Veränderung der linearen Größen wird untersucht bei Sintern von Verbundwerkstoffen. Es wurde festgestellt, dass lineare Dimensionen von Materialien, die mit stabilisiertem Kupferpulver legiert sind, unterlagen einer geringeren Schrumpfung, sowohl in der Höhe als auch im Durchmesser.
- Es wurde festgestellt, dass die gleichmäßige Verteilung des Füllstoffs über das gesamte Volumen der Polymermatrix wird nur durch die Verwendung von stabilisiertem ultradispersem Kupferpulver erreicht, was sich auch auf die Homogenität der Eigenschaften über das gesamte Volumen des Verbundmaterials auswirkt und solche Eigenschaften erhöht wie Druckfestigkeit, erhöhte Härte, Verschleißfestigkeit und erhöhte maximale Betriebslasten von mehr als 30% im Vergleich zu unstabilisierten Füllstoffen.
Die Verwendung von ultradispersen Pulvern, die mit Polyvinylpyrrolidon stabilisiert sind, ermöglichten es, die Mischzeit und erreichen eine gleichmäßigere Verteilung der Partikel im Matrixvolumen des Verbundmaterials.
- Es wurde festgestellt, dass die Verwendung von stabilisierten ultradispersen Kupferpulvern die Interphasengrenze zwischen der Matrix und der Füllstoffoberfläche reduziert, was die Haftung des Füllstoffs an der Polymermatrix erhöht.
- Die Untersuchung der Struktur der Oberflächenschicht des Verbundwerkstoffs und des Gegenkörpers vor und nach den Reibungstests zeigte, dass infolge der Reibung des Materials ein Effekt der selektiven Übertragung von Kupfer auf die Gegenkörperoberfläche entsteht, wodurch eine gleichmäßigere Oberfläche der konjugierten Reibungsflächen entsteht, wodurch der Verschleiß abnimmt.
- Die Einführung von mehr als 30% Polyethylen-Füllstoff betrifft die Schmelzviskosität, die die Verarbeitung des Materials durch Extrusion und Spritzguss erschwert, sowie die Erhöhung der Temperatur bei der Verarbeitung der Mischung und die teilweisen Zerstörung des Polymers.
Schlussfolgerungen und Schlussfolgerungen
Abhängig von der chemischen Natur der Nanopartikel verändert sich die Struktur auf der Reibungsoberfläche durch Agglomerate von dispergierten Partikeln.
Bei der Verwendung als Füllstoff bilden sich lokal unstabilisierte ultradisperse Kupferpulver, die sich nur selten auf der Reibungsfläche befinden, Mikronpartikel-Cluster, die Unregelmäßigkeiten von 1,0 bis 1,2 Mikrometer Höhe bilden.
Die Einführung der gleichen Menge an stabilisierten ultradispersen Pulvern in F-4 führt zur Bildung einer Oberflächenschicht der Probe mit gleichmäßiger Verteilung der Füllstoffpartikel.
In diesem Fall ist die von Clustern eingenommene Fläche 3 Mal größer als die Fläche der Mikropartikel-Lokalisierungsorte. Die Abnahme des Verschleißes von Verbundwerkstoffen, die ultradisperse Pulver enthalten, die durch wasserlösliche Polymere stabilisiert sind, um das 1,5- bis 2-fache deutet auf eine größere Beständigkeit gegen Kontaktverformung der Oberflächenschicht der Probe hin, im Vergleich zu Verbundwerkstoffen, die unstabilisierte ultradisperse Pulver enthalten.
Der Reibungskoeffizient von Verbundwerkstoffen ist um das 1,7-fache gesunken, was offensichtlich auf die optimale Rauheit der Reibungsfläche zurückzuführen ist.
Und auch die folgenden Schlussfolgerungen zur Arbeit wurden gezogen:
- Die entwickelte Methode zur Gewinnung von ultradispersen Kupferpulvern auf der Basis der Elektrolyse ermöglicht es, die Partikelform, die chemische Aktivität und die Phasenzusammensetzung gezielt zu verändern. Wie durch Veränderung der Konzentrationen wasserlösliche Polymere und Salze im Elektrolyten sowie variierende Stromparameter.
2) Die Verwendung von Polyacrylamid als Stabilisator kann die durchschnittliche Partikelgröße bis zu 0,36 μm, indem die Anzahl der Nanofraktion erhöht wird. Aufgrund der Bildung eines Polymerfilms auf der Oberfläche der Partikel, die zusammen mit dem Elektrolyt im Prozess des Waschens mit Wasser, wodurch die Reinheit der resultierenden Ultra-Dispersionspulver verbessert wird. Die Form des Pulvers ist ein Dendrit.
3) Die Einführung von Polyvinylpyrrolidon in den Elektrolyten reduziert die durchschnittliche Partikelgröße auf 0,18 μm, bietet zusätzlichen Schutz gegen Sauerstoff, indem es seine Menge um etwa das Zweifache reduziert, und zwar aufgrund der Bildung eines Polymerfilms auf der Oberfläche der Kupferpartikel, der nach der Trennung und dem Waschen vom Elektrolyten auf dem Pulver verbleibt und das Auftreten von Kupferoxiden im Endprodukt verhindert (II).
4) Die Aufnahme von Pulvern im Impulsmodus ermöglicht die Verringerung der Größe der Partikel, die von ultradispersen Pulvern erzeugt werden, was in Kombination mit der Zugabe von wasserlöslichen Polymeren aus Polyacrylamid und Polyvinylpyrrolidon im Elektrolyten eine kleinere Partikelgrößenverteilung ermöglicht. Kleinste Partikelgrößenvariation wird erreicht, wenn Polyvinylpyrrolidon mit einer Konzentration von mindestens 6 g/l im gepulsten Modus mit einer Stromkathodendichte von 0,6A/cm2 in den Elektrolyten injiziert wird.
5) Stabilisierte wasserlösliche Kupferpulver können für die Verwendung in Antifriktions-Verbundmaterialien auf der Basis verschiedener Polymermatrizen als Legierungszusatz zur Erhöhung der Härte und zur Verringerung des Verschleißes empfohlen werden.
6) Das entwickelte mathematische Modell zur Optimierung der Zusammensetzung von Verbundwerkstoffen ermöglicht es, den Einfluss technologischer Parameter auf die physikalischen und mechanischen Eigenschaften von Verbundwerkstoffen zu bestimmen und deren Eigenschaften vorherzusagen.
7) Der Einfluss eines Füllstoffs auf die Veränderung der linearen Größen beim Sintern von Kompositmaterialien wird untersucht. Es wird festgestellt, dass die Änderung der linearen Größen von Materialien, die mit stabilisierten Kupferpulvern legiert sind, in einem geringeren Grad der Höhe und im Durchmesser erfolgt.
8) Die Verwendung von ultradispersen Kupferpulvern, die mit Polyvinylpyrrolidon stabilisiert sind, ermöglicht die Mischzeit zu reduzieren und eine gleichmäßigere Verteilung zu erreichen von Füllstoff in der gesamten Polymermatrix, reduziert die Phasengrenzfläche zwischen der Matrix und dem Füllstoff, was die Haftfestigkeit des Füllstoffs an der Polymermatrix erhöht. Die Verwendung von ultradispersen Kupferpulvern, die mit Polyvinylpyrrolidon stabilisiert sind, erhöht die physikalischen und mechanischen (Härte, Druck- und Verschleißfestigkeit) und die Antifriktionseigenschaften (Reibungskoeffizient) von Verbundmaterialien, um mehr als 30 % in Bezug auf unstabilisierte Nanofüllstoffe.
9) Es wurde der Effekt der selektiven Übertragung von Kupferatomen auf die Gegenkörperoberfläche festgestellt, wodurch eine gleichmäßigere Oberfläche entsteht, und dadurch eine gleichmäßigere Verteilung der Lasten über konjugierte Reibungsflächen, wodurch der Verschleiß- und Reibungskoeffizient reduziert wird.
10) Die Stabilisierung der ultradispersen Kupferpulverpartikel ermöglicht deren Einbringung als Füllstoff in die Polyethylenmatrix von 18 bis 27% mit einer leichten Änderung der Viskosität der Schmelze, was die Verarbeitung des Materials durch Extrusion und Spritzguss ermöglicht und zu einer schnelleren Erwärmung der verarbeiteten Mischung führt.
Liste der Abkürzungen und Symbole
PVP i-t Polyvinylpyrrolidon;
PAA-Polyacrylamid;
RFA – Röntgen-Phasenanalyse;
DTA – Differentialthermoanalyse;
t – Zeit;
SEM – Rasterelektronenmikroskopie;
Tensid – Tensid;
j – Stromdichte;
T – Temperatur;
PE 277 ist Polyethylen;
F-4 – Teflon-4;
LDPE – Niederdruck-Polyethylen;
S.V.C. – Ultra-Hochfrequenz;
UDP – ultradisperses Pulver;
KM – Verbundwerkstoff;
ТМА – thermomechanische Analyse;
TG – Thermogravimetrie;
DSC – Differential-Scanning-Kalorimetrie;
IR – Infrarot;
f – Reibungskoeffizient;
N ist das Reibungsmoment;
Rud – Flächenbelastung;
N – Reibungsfläche;
PI – selektive Übertragung;
CPS – statisches Kaltpressen;
XA – Ammoniumchlorid
Literaturverzeichnis:
Siehe im russischen Originaltext.
Institut für seltene Erden und Metalle
Wir bitten grammatikalische Fehler, die aus der Übersetzung aus dem Russischen rühren zu entschuldigen. Unsere Mitarbeiterin ist keine professionelle Übersetzerin.
Lesen Sie die vollständige Dissertation zur Herstellung von ultrafeinen Kupferpulver – PDF
Deutsch:
HERSTELLUNG VON ULTRADISPERSEN KUPFERPULVERN, DIE MIT WASSERLÖSLICHEN POLYMEREN STABILISIERT SIND, FÜR ANTIFRIKTIONSMETALL-POLYMERWERKSTOFFE.
Original in Russisch:
